
Технология варки легированных сталей
Сварка нержавейки – это трудная задача в домашних условиях, зависящая от многих параметров. Согласно принятой классификации нержавеющая сталь относиться к типу высоколегированных сталей. В качестве легирующего элемента используется хром с содержанием около 20%. Кроме него в нержавейке могут присутствовать молибден, никель, марганец, титан и другие. Дополнительные металлы увеличивают антикоррозионные свойства нержавейки, а также придают ей другие физико-механические качества.
На сварку нержавейки оказывают влияние несколько свойств, которыми обладает высоколегированный металл:
- Теплопроводность. У высоколегированных сталей теплопроводность ниже в 2 раза, чем у низкоуглеродистых металлов. Из-за этого сварка нержавейки происходит при пониженной силе тока на 20%.
- Коэффициент линейного расширения больше, чем у других металлов. Поэтому необходим достаточный зазор между толстыми деталями, чтобы избежать деформаций. Если снять процесс сварки на видео, то видно как неравномерно расширяются детали из нержавейки.
- Высокохромистые стали могут терять свои антикоррозионные свойства. Это явление назвали межкристаллической коррозией. Дело в том, что при температуре сварочных работ, по краям металлических зерен появляется карбид хрома и железа, с помощью которого в структуру металла проникает коррозия. С этим явлением борются различными способами. В основном быстро охлаждают место сварки, чтобы не допустить потери коррозионной стойкости.

При выборе сварочного аппарата, необходимо учитывать множество важных факторов
Перед началом сварки нержавейки инвертором в домашних условиях поверхность тонкой или толстой детали обрабатывается таким же методом, как и перед сваркой низкоуглеродистых сталей. За исключением одного момента – сварной стык должен быть с зазором, чтобы происходила свободная усадка. Поверхность деталей и кромки зачищают стальной щеткой и промывают растворителями (бензином или ацетоном). С помощью растворителя убирают жир, которые снижает устойчивость дуги.
Ручная сварка нержавейки в домашних условиях с помощью инвертора и покрытых электродов позволяет соединить детали с приемлемым качеством шва, а когда нет особых требований к соединению, то не надо заморачиваться с другими способами сварки. Чтобы определить какую марку электрода выбрать, достаточно обратиться к ГОСТу “Электроды покрытые для сварки высоколегированных сталей”. Если известна марка легированной стали, то легко по ГОСТу определить тип электрода. Например, это могут быть ЦП-11 или ОЗЛ-8.
Сварка нержавейки производится током обратной полярности. Во время работы нужно стараться меньше проплавлять шов и использовать электроды маленького диаметра. Но это справедливо для тонкой детали из легированной стали. Чем толще свариваемая поверхность, тем больше по диаметру выбирается электрод. Сила тока в инверторе должна быть понижена на 20% по сравнению со сваркой низколегированных сталей. Низкая теплопроводность электродов и высокое сопротивление при использовании тока высокого номинала может привести к отваливанию кусков покрытия электродов. По тем же самым причинам электроды плавятся быстрей во время сварки нержавейки. Это надо учитывать, если вы первый раз варите нержавеющую сталь электродом.
Как добиться качественного сварного шва
Сварка нержавейки требует особого мастерства. Даже полезное видео с техникой работы не сможет помочь, если вы не владеете определенными навыками. Разумеется, задача упрощается при сварке под аргоном, но и простым инвертором с прямым током можно добиться высокого качества шва. Самый главный показатель сварного шва нержавейки – это его герметичность. Из-за плохой теплопроводности металла, в сварном шве получаются раковины и поры. Они получаются в результате вскипания металла. Чтобы избежать этого явления, достаточно использовать специальные электроды для нержавейки.
Большинство изделий из нержавейки применяются в фармацевтической, пищевой отрасли или в домашних условиях. Это требует определенной обработки шва. Чтобы изделие выглядело привлекательно в жизни и на видео, сварной шов зачищают и полируют при помощи абразивов на основе оксида циркония или алюминия. После такой обработки нержавеющее изделие не требует дополнительного санитарного ухода.
Наиболее распространенные способы
Квалифицированный специалист знает, как сварить нержавейку несколькими способами. За время существования сплава были разработаны методы, предусматривающие использование различных режимов.
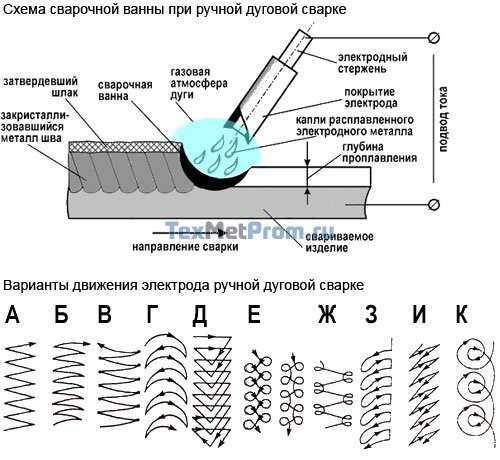
Ручная дуговая сварка

Ввиду того, электроды являются наиболее распространенным расходным материалом, сварке нержавейки инвертором и совершенствовании данной технологии, уделяется большое внимание. Несмотря на все усилия ученых, использование ручной дуговой сварки не позволяет получить соединение высокого качества
Это связано с недостатками присадочного материала, которые неспособен конкурировать с расходниками, используемыми при прочих режимах. Тем не менее, инверторные аппараты применяют при проведении бытовых работ с рассматриваемым сплавом.
Перед тем как варить нержавейку инвертором в домашних условиях, необходимо позаботится о подборе специальных электродов, флюсовое покрытие которых изготавливают на основе оксида титана или карбоната магния.
Для точного подбора расходного материала рекомендуем воспользоваться межгосударственным стандартом ГОСТ 10052-75, в котором собраны все электроды для соединения высоколегированной стали.
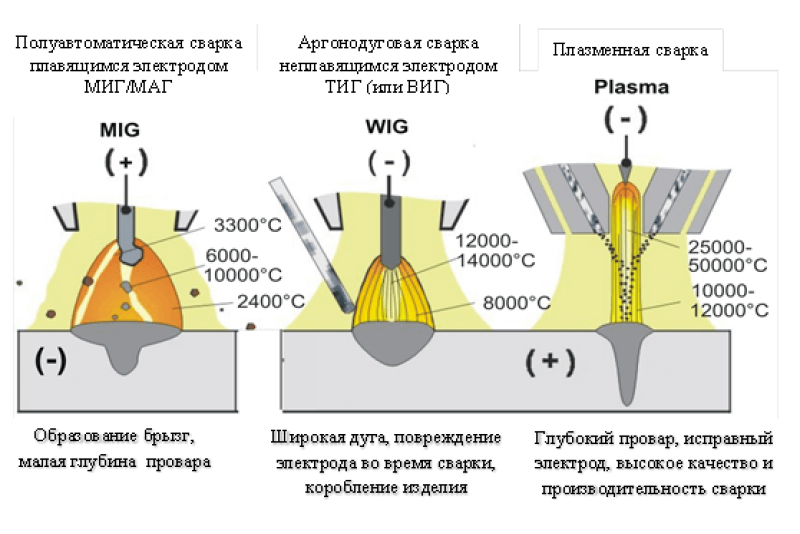
Аргонодуговая и полуавтоматическая сварка постоянным и переменным током

Использование неплавящегося вольфрамового электрода, с защитой зоны расплава аргоном, позволяет получить надежный и прочный шов. Благодаря этим качествам, аргонодуговая сварка применяется при монтаже труб, работающих под давлением, на различных предприятиях.
Особенности данного способа:
- Работы выполняются как постоянным, так и переменным током.
- Образование дуги происходит на специальной плите, а не рабочей поверхности, во избежание загрязнения шва вольфрамом.
- Все рабочие параметры подбираются исходя из толщины свариваемой детали.
- Уровень легирования электродной проволоки должен превышать аналогичных показатель рабочей поверхности.
- Цикл соединения требует точности движения электрода – малейшее отклонение от траектории чревато окислением расплавленного шва.
По окончанию работ запрещено сразу отключать подачу защитного газа, во избежание окисления раскаленного электрода и сварочной области.
Полуавтоматическим аппаратам особенно удобно выполнять сварку тонкой нержавейки, ввиду слабого температурного воздействия на поверхность, по сравнению с прочими видами электросварки.
Лазерная сварка

Передовая технология соединения металла, отлично зарекомендовала себя в машиностроительной и автомобильной промышленности. Процесс сопровождается яркими визуальными эффектами, а полученный шов обладает рядом положительных качеств:
- прочность,
- мелкая зернистость,
- точность.
Дополнительным преимуществом является направленное воздействие луча, что позволяет сохранить околошовную зону в целостности.
Оборудование для выполнения работ очень дорогое, поэтому способ не получил широкого распространения.
Прочие способы
 Прочие технологии сварки нержавещей стали имеют отличительную особенность: для их использования необходимо создать определенные условия, в которых нераспространенные методы будут эффективны. К ним относят:
Прочие технологии сварки нержавещей стали имеют отличительную особенность: для их использования необходимо создать определенные условия, в которых нераспространенные методы будут эффективны. К ним относят:
- Холодный способ. Стыковка элементов выполняется под большим давлением. Особенностью является отсутствие необходимости в каких-либо присадочных материалах. Наблюдая за процессом, создается впечатление, что заготовки вдавливаются друг в друга.
- Точечный метод. Применяемое оборудование универсально – оно способно одинаково эффективно работать с различными тонкостенными изделиями, независимо от материала изготовления.
Сварка нержавейки в домашних условиях с помощью инвертора
Поскольку тонкие листы нержавейки представляют наибольшую сложность для сварки, разработаны особые технологии, учитывающие особенности материала. Оба способа работают в среде инертного газа, причем расход аргона при сварке нержавейки не выше, чем при сварке алюминия.
- Сварка короткой дугой. Наиболее щадящий режим для листовой нержавейки, однако, требует большого опыта
- Импульсная сварка полуавтоматом. Каждый импульс тока сопровождается дискретной подачей проволоки. За один импульс образуется одна капля. Края листа не успевают покоробиться от температуры, а шов получается ровным, и практически не требует после сварочной обработки.
Еще большее качество шва дает сварка полуавтоматом нержавейки в среде углекислого газа.
Вы можете обойтись без различных ухищрений, единственное условие – скорость проведения работ. Подачу проволоки следует ускорить, а шов вести быстро и энергично.



Принцип тот же – зона вокруг сварки не успевает нагреться и покоробиться.
Вообще, полуавтомат предоставляет более широкие возможности при работе с таким сложным материалом.
Потренировавшись на ненужных обрезках нержавейки, вы быстро приобретете необходимый опыт.
Еще один хороший способ варить нержавейку это сварка полуавтоматом в среде углекислого газа, смотрите подробное виде
Технология и правила работы
Правильный выбор метода сварки черного металла с нержавейкой помогает получить прочное долговечное соединение.
Подходящие режимы
Для соединения деталей из разнородных материалов чаще всего применяют следующие технологии:
- электродуговую сварку с плавкими электродами;
- работу в аргоновой среде с неплавкими вольфрамовыми стержнями и присадочной проволокой или без таковой.
Для получения качественного шва электродуговым способом применяют электроды для сварки нержавейки.
Аргонодуговой метод подразумевает использование проволоки из стали с легирующими добавками: никелем, хромом, марганцем. Шовный материал должен содержать больше нержавейки, рекомендуемая концентрация этого металла – 40-60%.
Электроды для сварки нержавейки и их классификация
От правильности выбора стержней зависит стабильность сварочной дуги, качество получаемого шва. Для работы с черметом и нержавейкой применяют переходные электроды следующих марок:
- ОЗЛ-25Б, используемые для сварки деталей из жаропрочных сталей;
- НИАТ-5, применяемые для работы с аустенитными материалами;
- ЦТ-28, предназначенные для сварки содержащих никель сплавов;
- Э50Ф, применяемые для работы с термостойкими металлами.
Рекомендуем к прочтению Как варить нержавейку в аргоновой среде

Выбираем сварочные электроды
Электроды с традиционным покрытием для сварки нержавеющей стали не подходят: ими можно варить, используя дугу только постоянного тока. Рутиловые электроды, помимо своей повышенной универсальности, еще и предотвращают разбрызгивание жидкого металла вне зоны сварного шва. Это улучшает его качество и обеспечивает необходимую безопасность сварщику. Электроды по нержавейке для инвертора должны в полной мере обеспечивать следующие преимущества:
При импульсной сварке с малыми ПВ уменьшается теплоотдача в поверхность детали;
Снижается мощность, затрачиваемая на сварку;
Экономно расходуется материал и снижается трудоемкость зачистки поверхности сварного шва;
Уменьшается протяженность и глубина термически измененной зоны, что особенно важно для сварки толстолистовых изделий.
При отсутствии каких-либо особых требований к качеству сварного шва, при инверторной сварке по нержавейке подойдут электроды марок ОЗЛ-8 или ЦП-11.
Более удобно, однако, работать с электродами марок ОК-45 или МР-3. Благодаря малому сродству с металлом нержавеющих сталей, такие электроды после использования оставляют на поверхности шлак, который после остывания охрупчивается, а затем легко отделяется от поверхности.
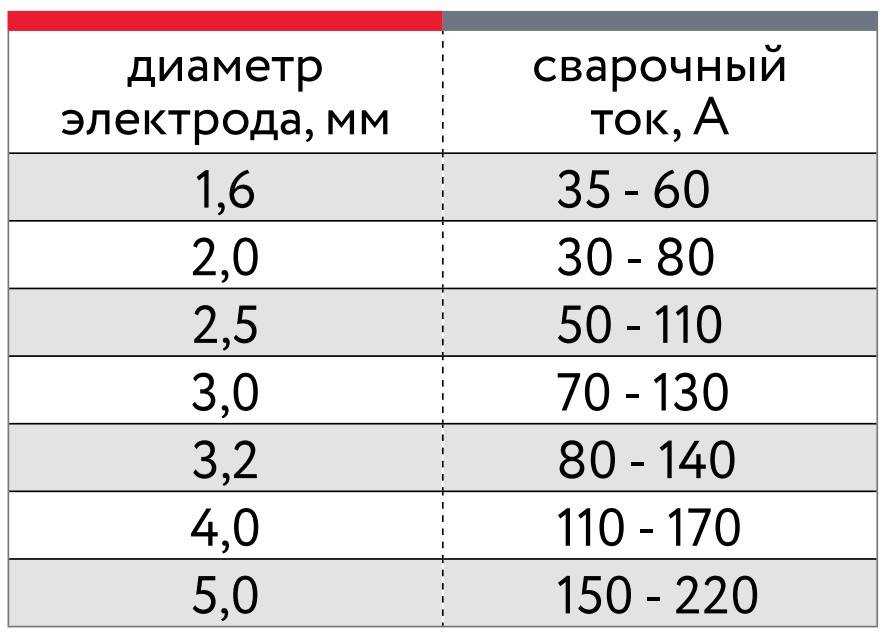
Как варить нержавейку инвертором? Начинающие сварщики считают, что с увеличением диаметра сварочного электрода производительность процесса увеличится. Но это верно лишь для работ с толстолистовыми заготовками. В остальных случаях рекомендуется принимать для работ электроды минимально возможного диаметра. Как показано в вышеприведенной таблице, при этом на дуге возникает наибольшее напряжение, что способствует стабильности ее горения.
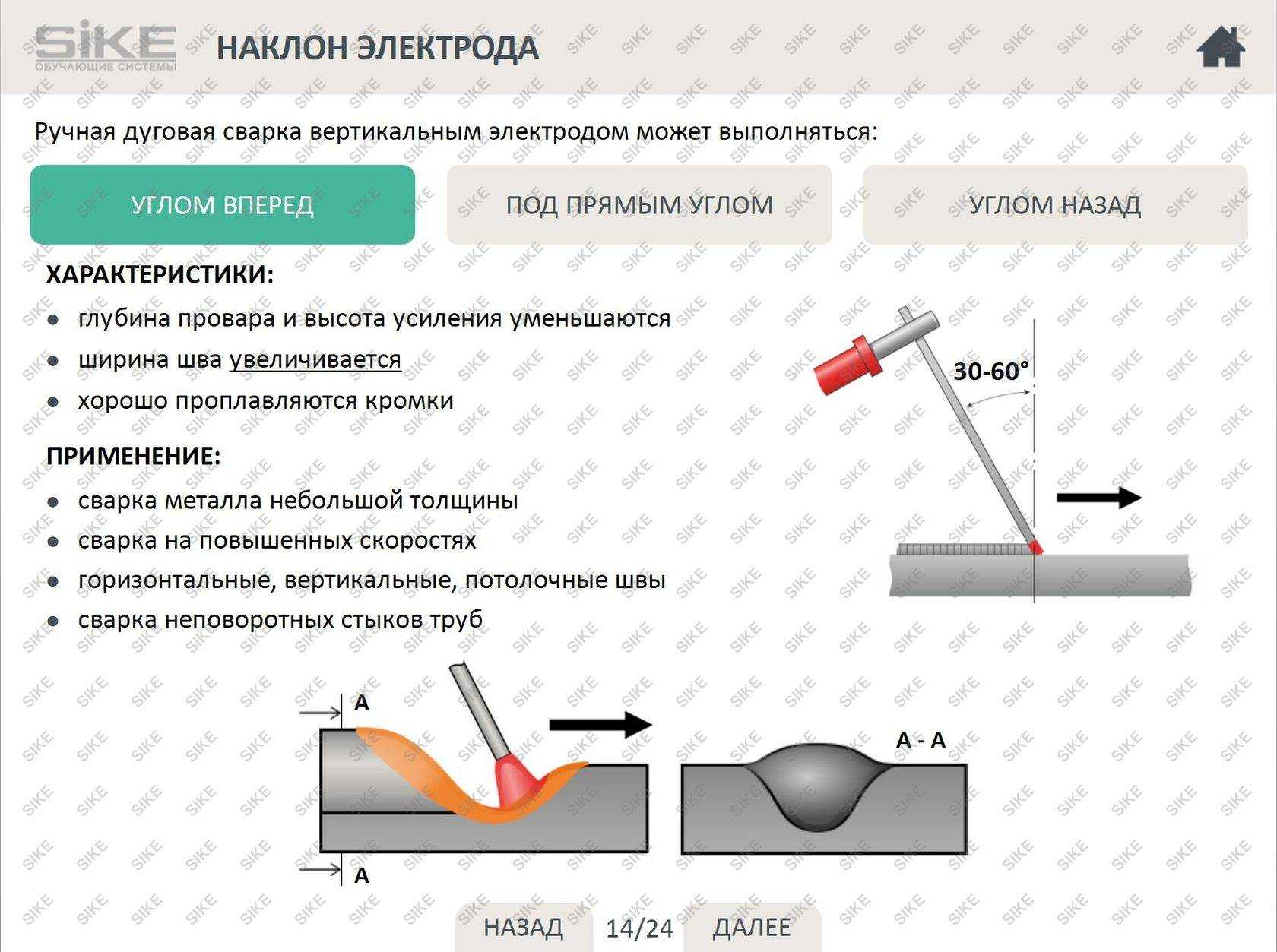
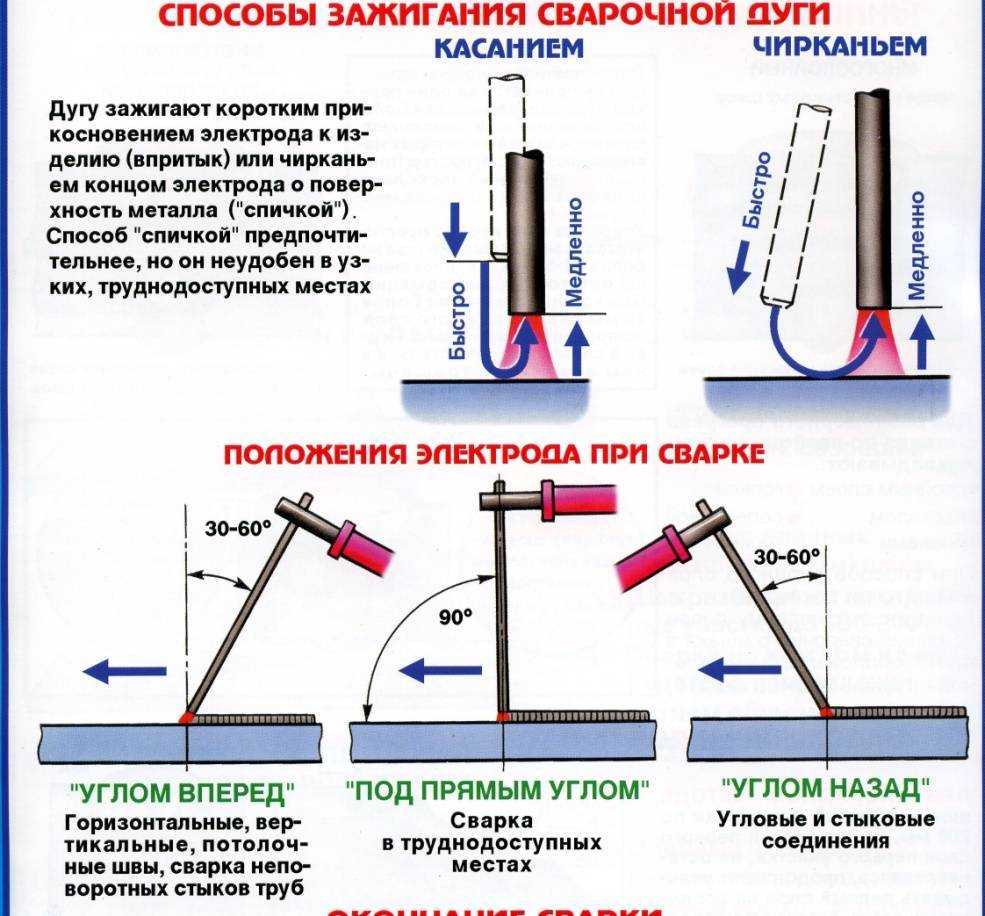
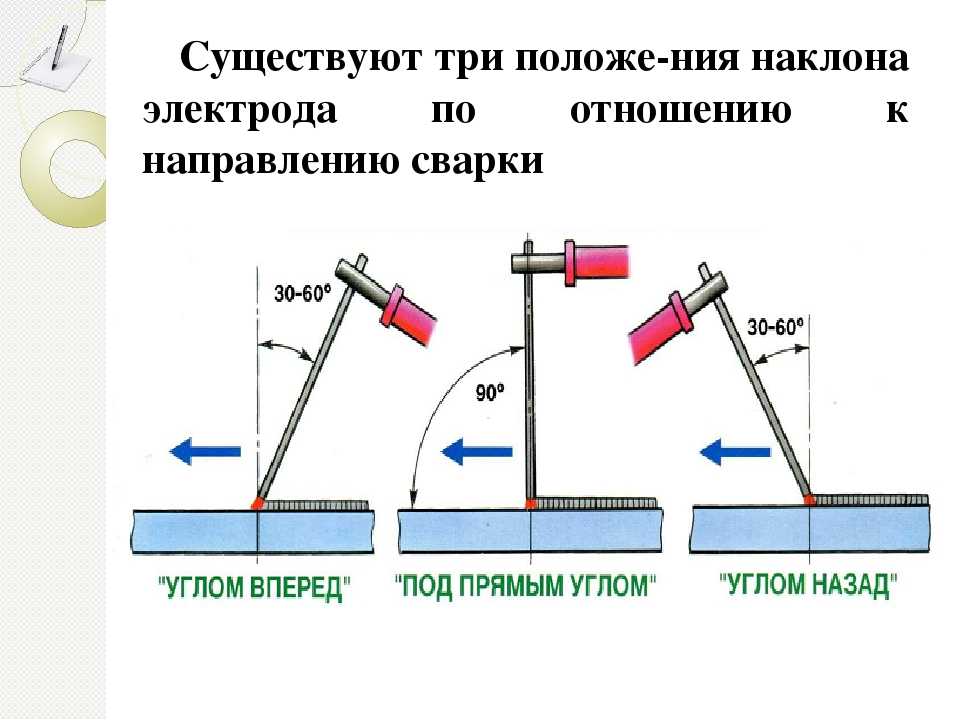
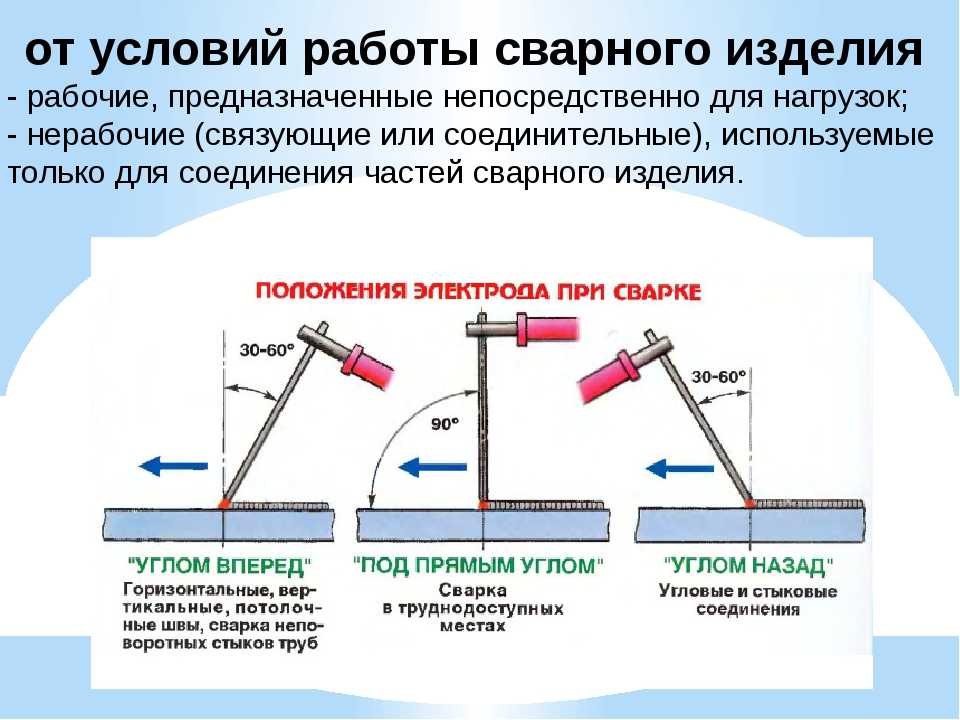
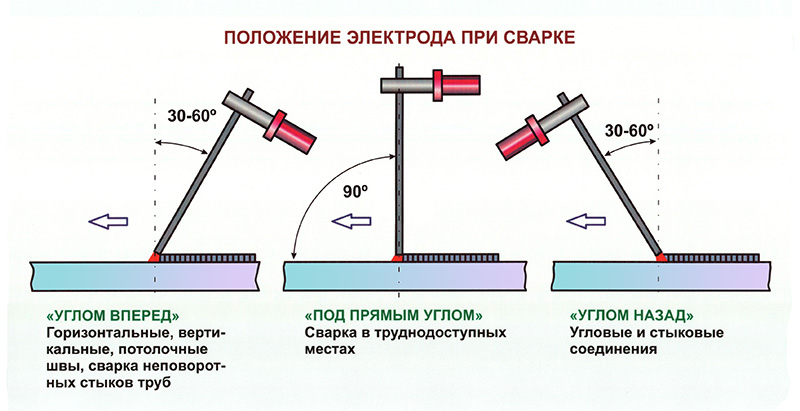
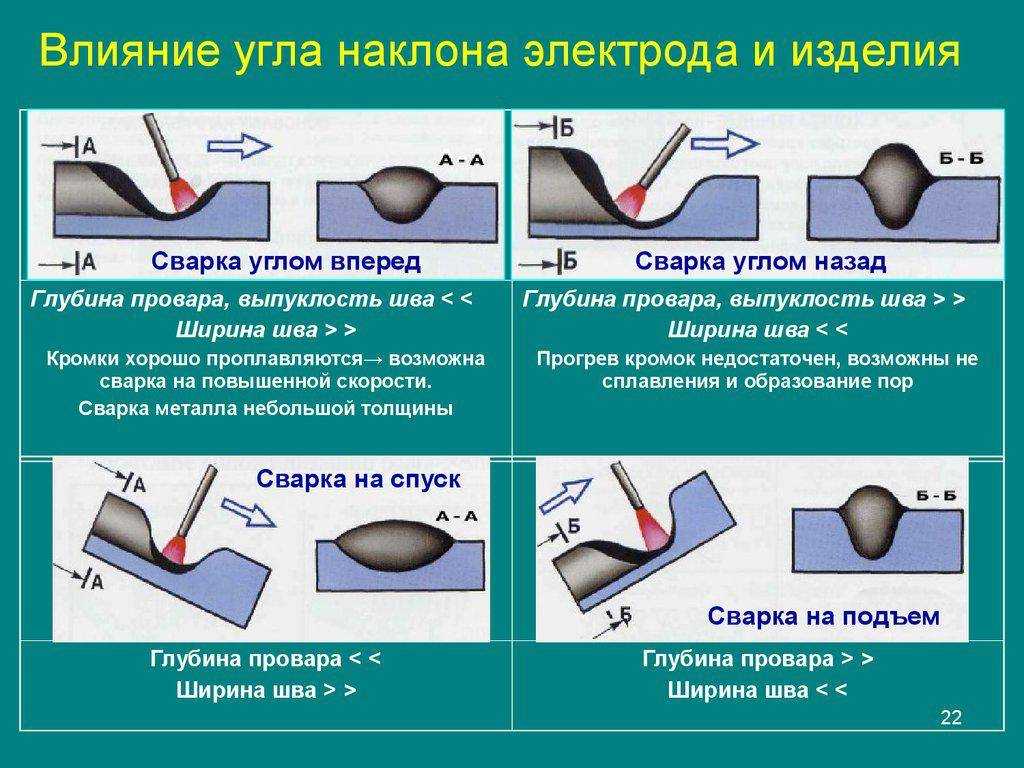
При использовании инвертора также важно научиться правильно выставлять сварочный электрод по отношению к поверхности соединяемых изделий. Наилучшие условия для перемещения электрода создаются при угле наклона к дуге в пределах 75±50. Таким образом, для успешной сварки нержавейки с применением инвертора необходимо правильно выбрать марку электродов
В случае, если сварка должна быть выполнена с наилучшим качеством, лучше ориентироваться на специализированные марки. Для этого нужно (хотя бы примерно) установить марку материала соединяемых изделий. Например, для сварки жаропрочных сталей подойдут электроды ЭА-981-15 или ОЗЛ-9-1, а для сварки коррозионно стойких сталей — электроды Л38М, НЖ-11 или СЛ-28
Таким образом, для успешной сварки нержавейки с применением инвертора необходимо правильно выбрать марку электродов. В случае, если сварка должна быть выполнена с наилучшим качеством, лучше ориентироваться на специализированные марки. Для этого нужно (хотя бы примерно) установить марку материала соединяемых изделий. Например, для сварки жаропрочных сталей подойдут электроды ЭА-981-15 или ОЗЛ-9-1, а для сварки коррозионно стойких сталей — электроды Л38М, НЖ-11 или СЛ-28.
Сварочные аппараты, режимы работ
Сваривание деталей из нержавеющей стали ведется на разных устройствах, но к лучшим относятся — работающие на постоянном токе. При использовании такого аппарата материал для присадки идеально вплавляется в сварочный шов, и он выглядит красиво и гладко.
Если нет аппарата, работающего на «постоянке», рекомендуется воспользоваться для сварки нержавейки электродом инвертором. Такой аппарат питается от высокочастотного переменного напряжения. Используя требуемые по инструкции электроды и оперативно проводя дугу по поверхности, получите ровный шов с красиво наваренным металлом.
Если на объекте не имеется постоянного тока, вполне возможна работа на инверторе, питающимся от переменного напряжения с большой частотой. Используя требуемые высококачественные электроды и быстро проводя дугу, вы получите гладкую поверхность с аккуратно наваренным металлом. Сварочный процесс на трансформаторном токе также возможен, но отличается наплывами, поэтому применять его не рекомендуется в ответственных местах.
Для особо ответственных случаев лучше воспользоваться аргонно-дуговой сваркой с применением специальной проволоки, что обеспечит качественный результат.
Для получения качественного шва вы теперь знаете, как варить электродом по нержавейке с соблюдением технологии сварки, какой аппарат более подходит и какие приобретать электроды.
Варим нержавеющие трубы
Очень распространенный вид работ, также имеющий свои специфические особенности. Здесь применяются наконечники с основной или рутиловой обмазкой, об обмазках или покрытиях см. ниже. Ток следует использовать постоянный с обратной полярностью.
Постоянный ток особенно хорош при сварке тонкостенных труб: металл не разбрызгивается, процесс довольной простой, шов получается очень качественным.
- Вольфрамовые наконечники можно применять и при в работе со стальными трубами. В отличие от других, они требуют постоянного тока прямой полярности. Несмотря на их высокую цену, они дают серьезные рабочие преимущества:
- высокая устойчивость швов к окислению;
- устойчивость дуги;
- высокая коррозийная стойкость швов.
- ОК 63.20 – уже упомянутый расходник для жидких агрессивных сред.
 Поворотные стыки для сварки труб.
Поворотные стыки для сварки труб.
Вне зависимости от выбранных электродов сварка нержавеющих труб состоит из трех технологических этапов:
Обработка поверхностей металлической щеткой для очистки от загрязнений
Особое внимание уделить стыкам и участкам возле них.
Сам процесс сварки с зажиганием электрода и дуги.
Контроль качества соединения с предварительной отбивкой шлака.
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.



Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом

Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.

Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
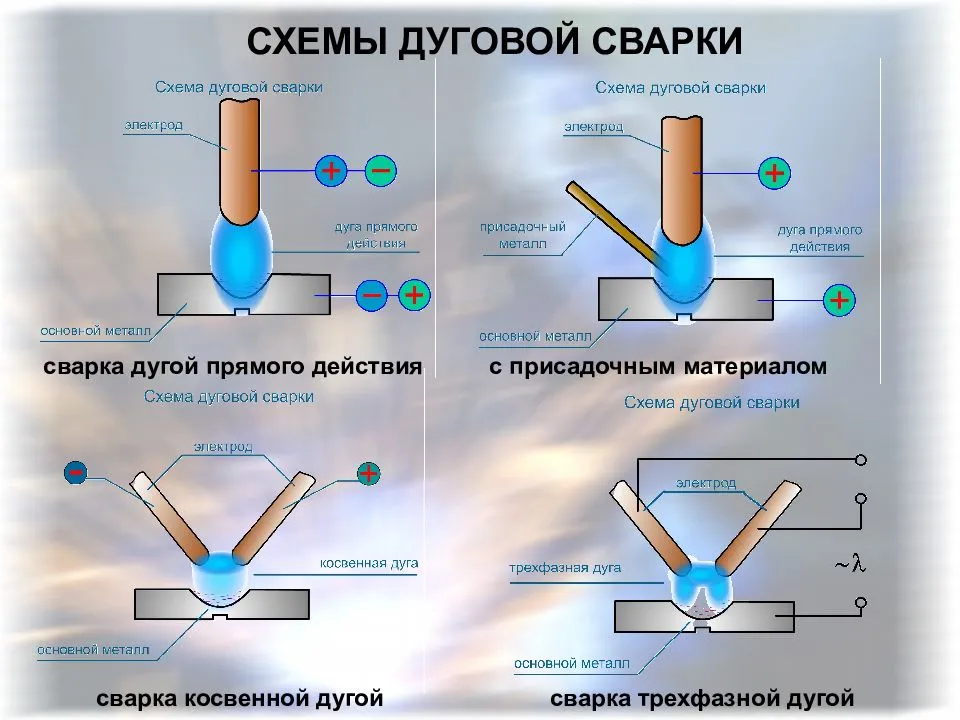
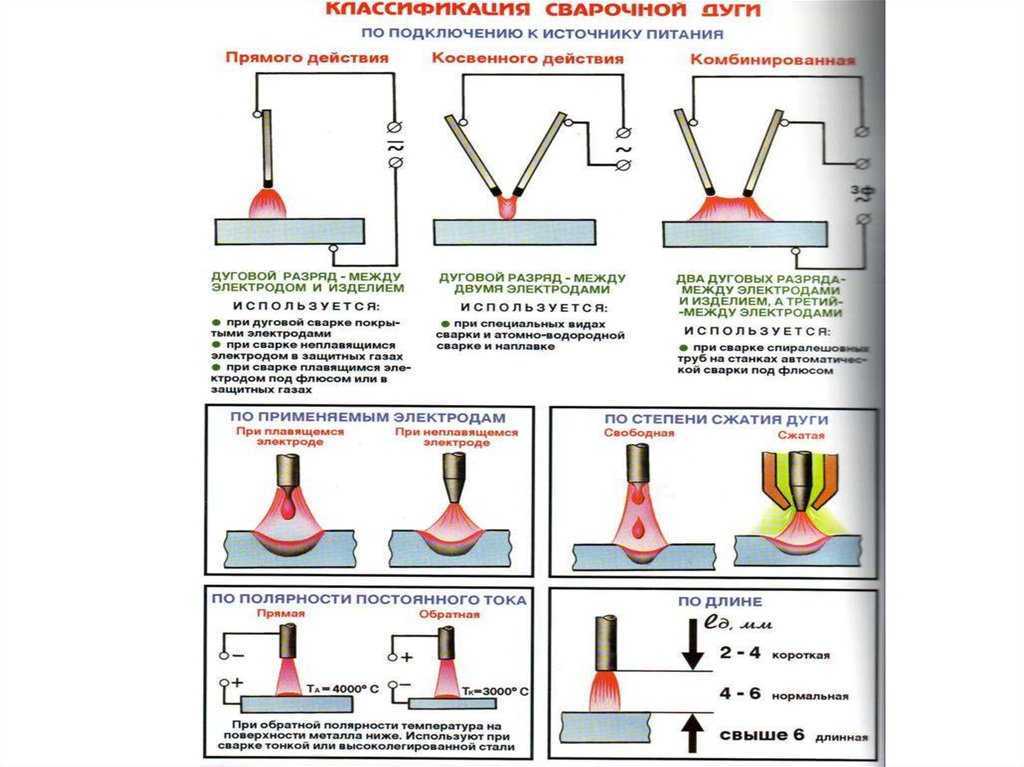
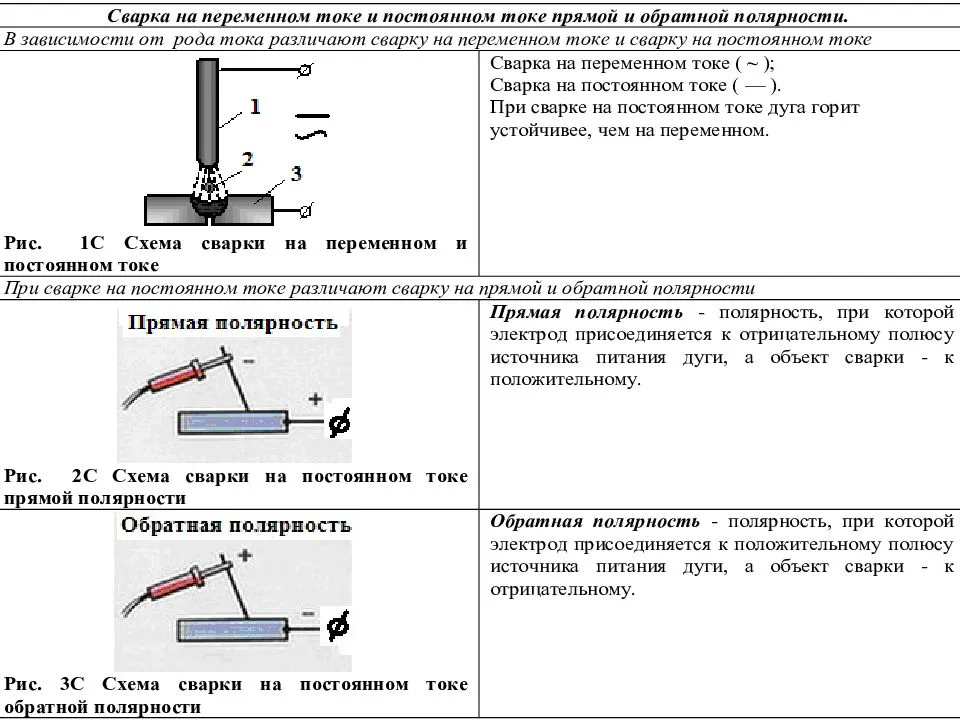
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
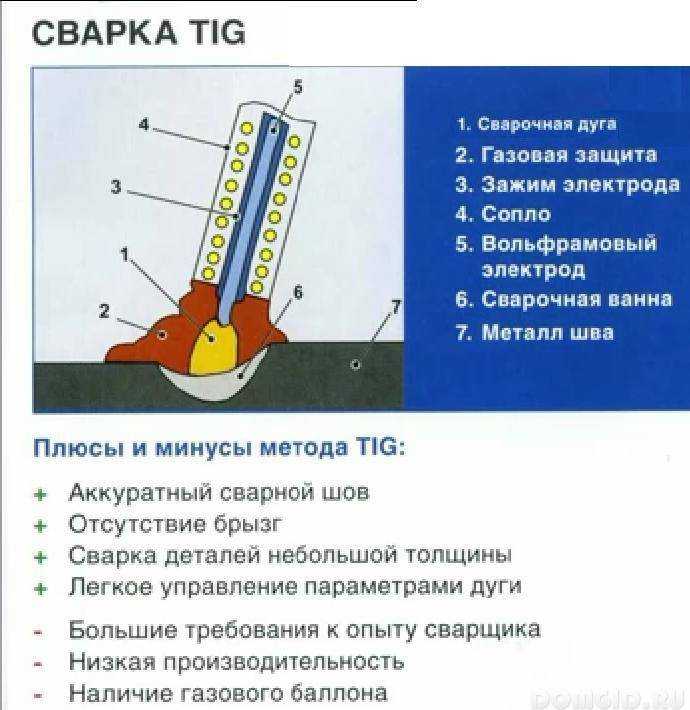
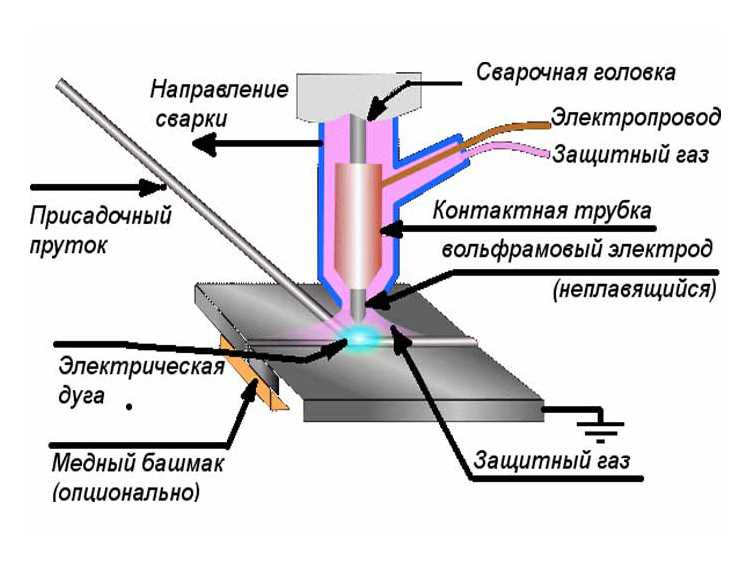
Ручная аргоном

Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.: постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
толщина 4 мм.: постоянный ток прямой полярности, 85-130 А, Ø – 4 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Особенности сварки деталей из нержавейки
Основные трудности, возникающие при сварке нержавейки, связаны с тем, что этот материал относится к группе высоколегированных сплавов, а потому содержит в своем составе множество разных элементов, определяющих его основные свойства. Так, в ее составе присутствует такое соединение, как хром. Его доля в сплаве может достигать 12−30%. Хром, как и другие элементы, содержащиеся в составе нержавейки — молибден, марганец, титан и никель, обеспечивает этого металлу антикоррозионные свойства. Но при этом от него нержавейка получает и ряд особенностей, которые влияют на ее свариваемость.
Поэтому при сварке нержавейки необходимо учитывать ряд характеристик этого материала.
- Высокий коэффициент линейного расширения. Из-за этой особенности во время сваривания деталей из нержавейки они неизбежно подвергаются значительной деформации. Иногда вызванное этим свойством деформация может вызвать появление крупных трещин, если подготовленные для соединения детали имеют большую толщину и между ними отсутствует зазор.
- Низкая теплопроводность. В отличие от низкоуглеродистых сплавов нержавейка имеет в полтора — два раза ниже показатель теплопроводности. Из-за этой особенности при сварке детали проплавляются даже при токах меньшей величины, чем при соединении деталей из низкоуглеродистой стали.
- Межкристаллитная коррозия. В условиях, когда нержавейка во время сварки подвергается сильному нагреву (до температуры +500 градусов Цельсия и выше), приходится наблюдать такое явление, как межкристаллитная коррозия. Она возникает из-за того, что по краям зерен структуры металла образуются прослойки, состоящие из карбида хрома и железа.
Но предотвратить это явление можно, если с особой тщательностью подходить к выбору режима сварки, а также в принудительном порядке остужать соединяемые элементы, с чем легко может справиться обычная вода
Но важно помнить, что такой метод охлаждения можно применять только в отношении изделий из хромоникелевых сталей, обладающих аустенитной внутренней структурой
Перегрев электродов с хромоникелевыми стержнями. Учитывая, что свариваемые материалы имеют низкие показатели теплопроводности и повышенное электрическое сопротивление, во время их соединения электроды, стержни которых состоят из хромоникелевого соединения, часто нагреваются до критических температур. Предотвратить подобное явление можно только при условии применения для сварки электродов, имеющих длину не более 35 см.
Характеристики и особенности, свойства металла
Производство по свариванию данного металла в большой степени отличны от работы с простым железом. Основная часть деталей из нержавейки предназначаются для эксплуатации с жидкостями, находящимися под разной степенью давления. Основной проблемой сварщика являются протечки, возникшие после охлаждения сварочных швов. Как варить нержавейку электродом несложно определится изучив характеристики данного материала.
Эта сталь имеет достаточно большую степень расширения, во время нагревания молекулы отходят друг от друга на большее расстояние, чем у иных типов железа. Во время охлаждения сваренная деталь стягивается до изначальных габаритов.
Инородное железо, находящееся в самом шве с меньшим коэффициентом расширения, при остывании способствует порывам, оставляющим микротрещины, которые протекают после сварки. Чтобы избежать таких последствий следует выбирать качественные электроды, дающие возможность качественного совмещения свариваемого и наплавляемого металла.
Следующей проблемой сварки электродами нержавеющей стали является ее невысокий температурный режим плавления. Высокая температура от сварочной дуги приводит к перегреву места сварки и способствует испарению легирующих включений, отвечающих за антикоррозийные характеристики.
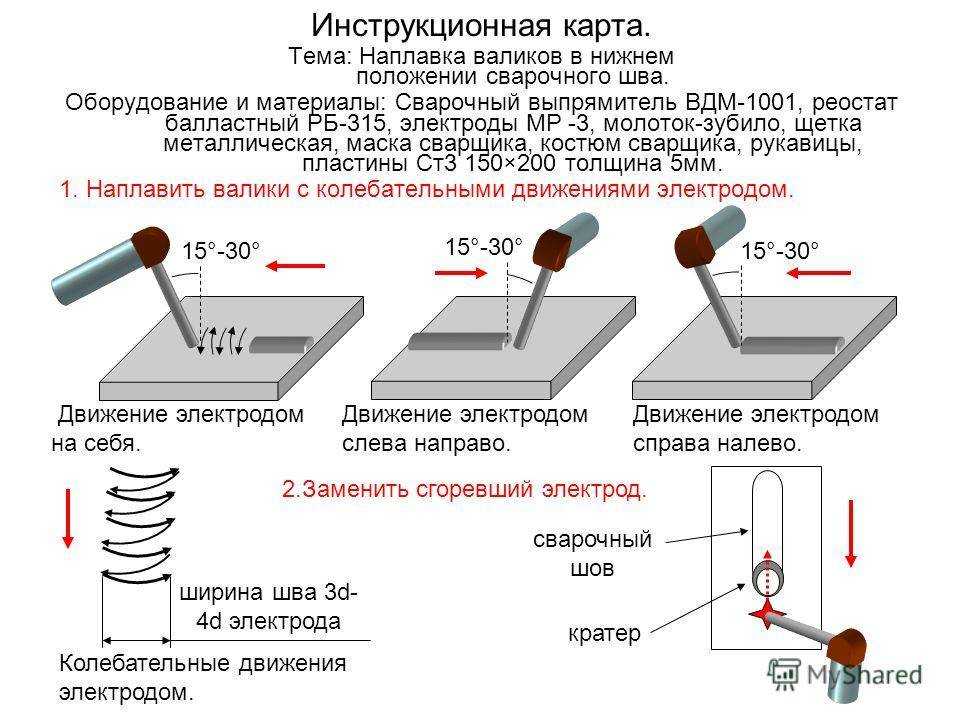
Из-за этого проведя сварку нержавейки электродом в домашних условиях, через некоторое время обнаруживается коррозия в местонахождении сварочного шва. Поэтому следует правильно подбирать режим работы аппарата и шов производить слева направо и сверху вниз поочередно, для предотвращения перегрева в зоне нахождения шва.
Также проблемой является реакция углерода на появление в сварочном месте кислорода, что способствует образованию газа в зоне застывающего шовного соединения и появлению значительных пор. Подобная проблема ведет к тому что электросварка нержавейки электродом становится невозможной.


Для предотвращения подобного явления место сварки должно быть максимально защищено от внешней среды с помощью защитного газа или специальной обмазки электродов, которая создает вокруг свариваемого места облако газа.
Что такое нержавейка
Что такое сталь: это сплав железа с углеродом. Доля углерода может быть разной, чем она выше, тем сталь прочнее. В сталь добавляют легирующие элементы для корректировки свойств стали.
Что такое нержавеющая сталь: для устойчивости к коррозии добавляют хром. Его доля в нержавеющем сплаве составляет от 12 до 30%. Хрома и других компонентов типа молибдена, никеля и др. намного меньше, они отлично работают для антикоррозийной защиты, но совсем не облегчают процесс сварки. И это мягко сказано. Высоколегированная нержавеющая сталь – один из самых сложных металлов для сварочных работ.
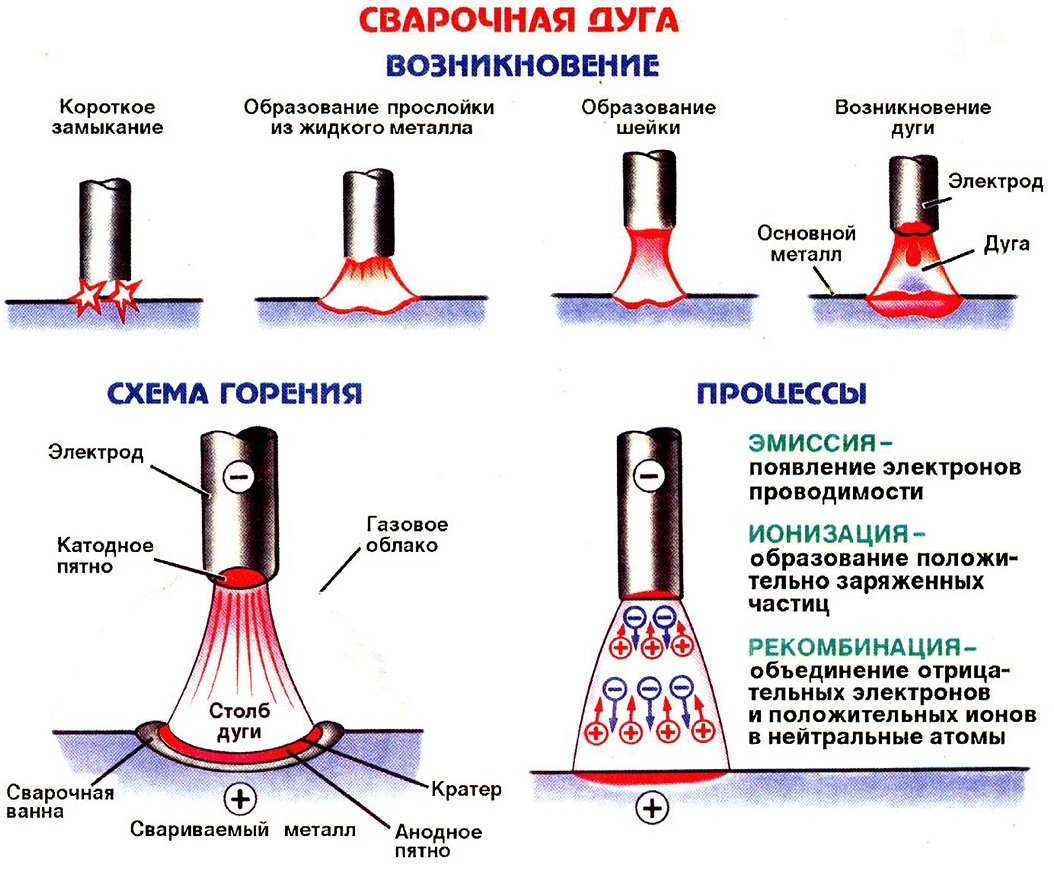
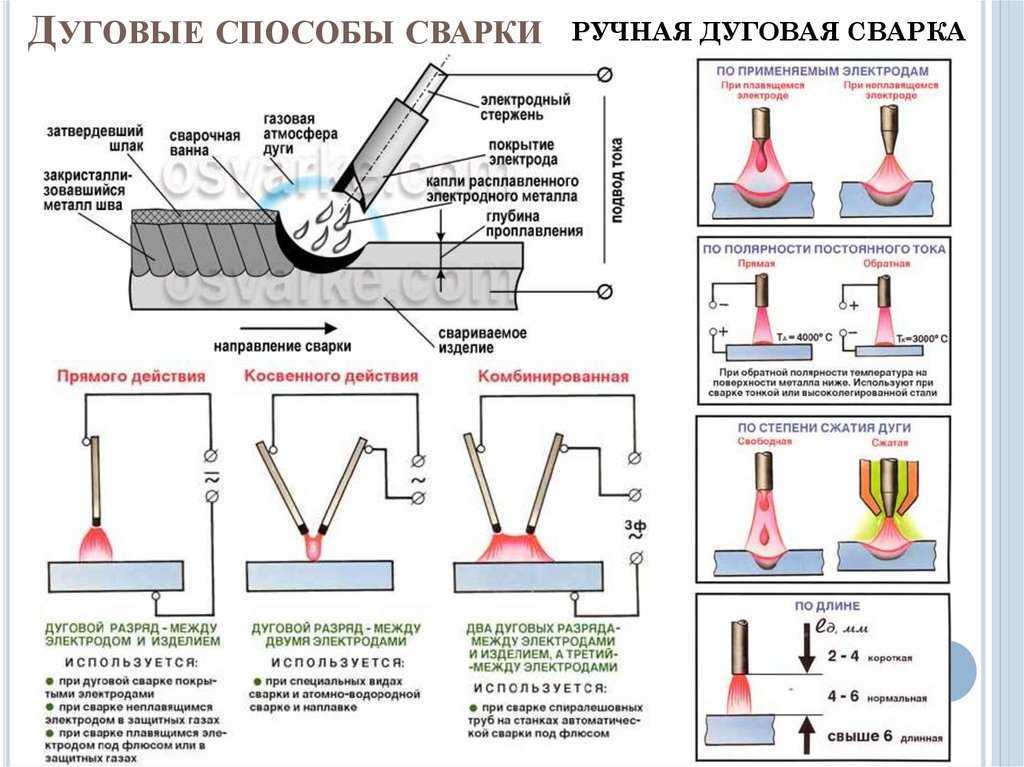
 Схема возникновения сварочной дуги.
Схема возникновения сварочной дуги.
Вот основные факторы, влияющие на сварочный процесс:
У нержавейки теплопроводность ниже, чем у других видов стали. Поэтому ее приходится прогревать намного дольше, а электричества тратить намного больше.
У нержавейки очень высокий коэффициент расширения, поэтому при соединении двух поверхностей толстых заготовок есть риск возникновения микротрещин в большом количестве. Чтобы минимизировать эту проблему, зазор между заготовками должен быть шире, чем в работе с другими видами стали.
Высокое сопротивление нержавейки процессам плавления ведет к значительному перегреву электродов
Поэтому пользоваться можно только специальными электродами для нержавеющей стали.
Внимание! Главный враг в сварке сталей – межкристаллитная коррозия или МКК – очень опасная деформация, которая может возникнуть при нагреве нержавейки свыше 500°С, поэтому определять режим сварки нужно самым тщательным образом, включая в него принудительное охлаждение стальных заготовок.
Можно ли варить нержавейку обычными электродами? Теоретически и даже технически можно. Но только в работе с мелкими металлическими деталями бытового пользования.
Если речь идет о промышленных конструкциях, то никаких простых расходников! О надежности и монолитности швов с их использованием говорить не приходится. Такой вариант может расцениваться лишь как экстренное решение в случаях срочной необходимости.
Нюансы при сварке нержавейки
Как правило, нержавеющая сталь сваривается инвертором достаточно легко, если сварщик понимает основные принципы работы с этим металлом. Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
- Легированная сталь отличается повышенным взаимодействием с окружающей средой. Соприкосновение расплавленного металла с кислородом приводит к выделению углерода и образованию крупных пор на поверхности шва. Поэтому сварочный металл в жидком состоянии, нуждается в надежной защите от внешних газов. Для этого используются электроды со специальной обмазкой, изолирующие зону сварки искусственным газовым облаком. Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
- Обширные сварочные работы, или длительное удержание дуги на одном месте, ведут к перегреву участка. Это влечет выгорание легирующих элементов. В результате соприкосновения металла с влагой могут появиться пятна ржавчины. Данный участок становится подвержен коррозии и, со временем, дает течь. Применение вышеуказанных настроек аппарата, подразумевающих 20% снижение силы тока по сравнению со сваркой обычной стали, и ведение работы в шахматном порядке, поможет сохранить антикоррозийные свойства нержавейки.
- Линейное расширение легирующей стали выше, чем у «черного» металла, что влечет к активному невидимому процессу внутри материала. Под действием температуры дуги изделие в зоне сварки расширяется, а по мере остывания, стягивается на место. Подобное незримое движение ведет к образованию микротрещин и нарушениям герметичности стыков. Поэтому, помимо правильных настроек аппарата, необходимо грамотно выбирать материал присадочного элемента (электрода), способного органично взаимодействовать с основным металлом, и не «рваться» в процессе расширения/сужения.