
Методы сварки чугуна с инструкцией
Выбор технологии зависит от толщины деталей и условий эксплуатации будущей металлоконструкции.
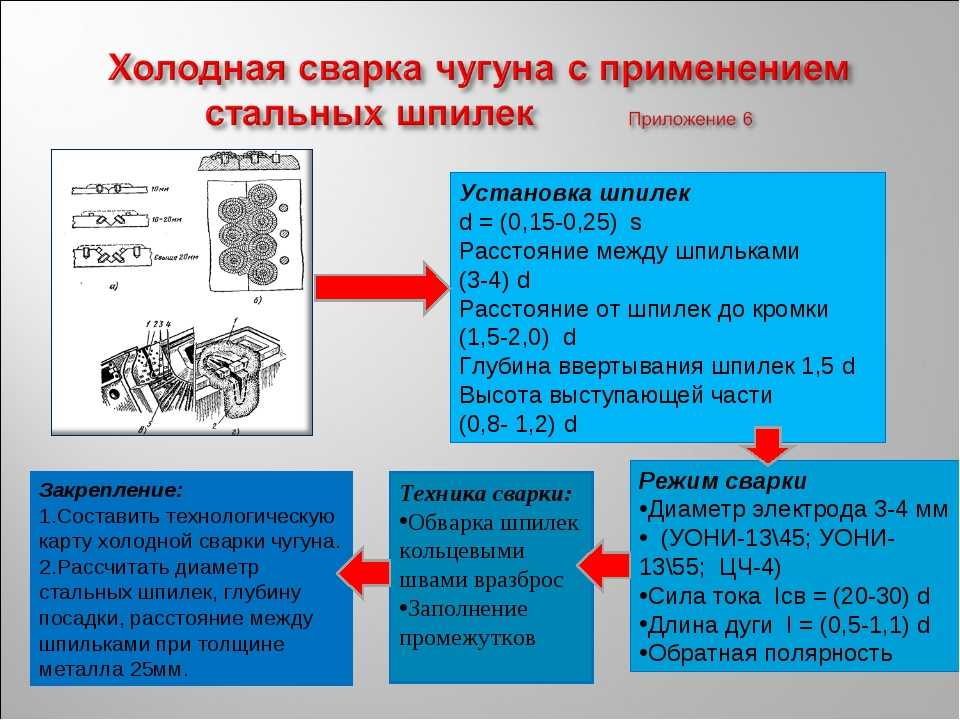
Сварка по шпилькам
Зернистая структура сплава не всегда позволяет заварить детали многослойным способом. В сложных случаях устанавливают шпильки с резьбой. Их монтируют в шахматном порядке по кромкам соединяемых заготовок.
При выборе размера шпилек учитывают следующие рекомендации:
- Диаметр крепежного элемента должен составлять 30-40% толщины соединяемых заготовок. Максимальное значение – 1,2 см.
- Шпилька вкручивается на 1,5 диаметра. Однако длина ввинчиваемого отрезка не должна превышать половины толщины свариваемых деталей;
- Размер выступающей части должен составлять 0,7-1,2 сечения шпильки.

После размещения шпилек по их периметру наваривают несколько слоев.
Холодный способ
Метод применяют для устранения незначительных повреждений чугунных конструкций. При холодной сварке не выполняют предварительной подготовки. Качество соединения ниже, чем при использовании горячих способов, поэтому технологию не используют при ремонте двигателей и других важных конструкций. При соединении деталей, испытывающих повышенные нагрузки, применяют усиливающие стальные шпильки. Их заваривают с наружной стороны, покрывают верхним швом.
При холодной сварке соблюдают следующие условия:
- Минимизируют нагрев детали, применяя тонкие стальные электроды. Медленному повышению температуры материала способствует применение постоянного тока.
- Электрод подсоединяют к плюсу агрегата. Такой вариант подключения называется обратной полярностью.
- Решая, какие электроды выбрать для сварки серого чугуна холодным методом, предпочтение отдают тем, что содержат минимальное количество углерода.
Желательно использование стержней, содержащих никель или медный сплав. Эти материалы считаются дорогими, поэтому их редко применяют в бытовых условиях.
В газовой среде
Газ используется для защиты и нагрева обрабатываемого участка. При сварке чугуна часто используют пропан-бутановую смесь или ацетилен. Электрод заменяют присадочной проволокой из того же металла или никеля. Для снижения вероятности окисления пруток обрабатывают флюсом. Иногда проволоку прогревают восстановительной часть горелки.

Для получения сварного соединения газовым методом выполняют следующие действия:
- Постепенно нагревают место сварки. Подходящую температуру выбирают опытным путем.
- После достижения нужного нагрева формируют соединение. Постепенно отводят горелку, добиваясь медленного охлаждения.
- Очищают сварное соединение от шлака, при необходимости шлифуют.
Дуговая сварка электродами
Такой способ разрешен к применению, однако он характеризуется высокой стоимостью, отсутствием преимуществ перед остальными методами. Чугун не требует тщательной защиты от окисления.
При дуговой сварке с аргоном соблюдают следующие правила:
- исключают перегрев обрабатываемых областей;
- постепенно повышают температуру сварочной ванны;
- медленно охлаждают готовую конструкцию.

Процесс сварки включает следующие этапы:
- фиксацию деталей в правильном положении с использованием тисков или струбцины;
- формирование защитного газового облака (подачу аргона начинают за 15 секунд до возбуждения дуги, прекращают через 7 секунд после завершения работы);
- настройку аппарата (силу тока и скорость подачи расходного материала выбирают с учетом толщины свариваемых заготовок);
- наложение шва (электрод ведут по направлению соединения);
- завершение сварки путем постепенного снижения мощности дуги реостатом.
При аргонодуговой технологии применяют полуавтоматический аппарат с никелевой проволокой или неплавящиеся электроды.
Рекомендуем ознакомиться
Сварка чугуна аргоном
Методика наплавки
В таким случае используют специальные электроды следующих типов:
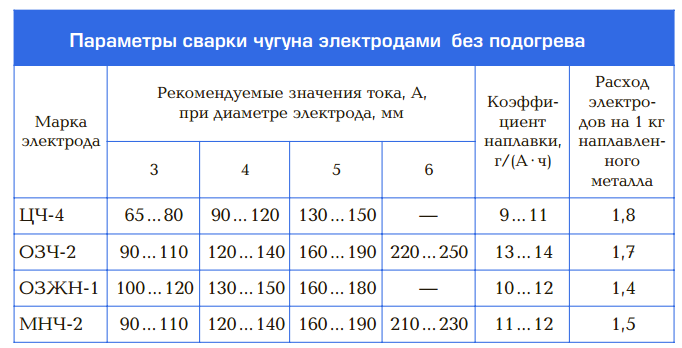
- МНЧ-2. Используется при формировании сложных металлоконструкций. Наплавку осуществляют без подогрева.
- ОЗЖН-1. Стержни применяют при устранении крупных дефектов.
- ОЗЧ-2. Электроды этой марки помогают осуществлять наплавку серого или ковкого чугуна.
Газовая наплавка выполняется за счет тепловой энергии, выделяющейся при сгорании ацетиленовой смеси. В качестве присадочного материала применяют литые прутки и флюсы.
Сварка инвертором
Многие неопытные сварщики часто задаются вопросом можно ли сварить чугун и сталь инверторным сварочным аппаратом? Конечно можно, но предварительно следует провести подготовку. Процесс подготовки чугуна должен проводиться с учетом следующих рекомендаций:
- в первую очередь необходимая область зачищается болгаркой. Для зачистки рекомендуется применять лепестковый круг или другую наиболее подходящую насадку;
- после того как будет проведена зачистка верхнего слоя до не окисленного металла требуется выполнить обезжиривание. Данный процесс может выполняться при помощи бензина или любого другого растворителя;
- если требуется заделать трещину, то ее нужно расчистить до полного окончания. После этого в этом месте необходимо просверлить отверстие с размером диаметра 10 мм.
Сварка чугуна инвертором может осуществляться послойно и с использованием опорных элементов — шпилек. Они полностью состоят из стали. Применение данных опорных элементов должно сопровождаться с учетом важных требований:
- размеры данных элементов должны быть точными, их размер диаметра не должен быть больше 40 % от толщины чугуна;
- показатель выступа шпильки над металлом составляет не более 4-6 мм;
- расстояние между ними не должно превышать 6 мм;
- количество используемых шпилек должно зависеть от параметров соединения, но их не должно быть больше 25 % от площади излома.
Также могут применяться электроды, но они должны быть специальными. Проводить заваривание чугуна обычными электродами не рекомендуется. Для сплава этого вида подойдут электроды с добавлением никеля, меди, хрома и других лигатур, которые способствуют прочному наплавлению чугуна.
Как проводится
Как сваривать чугун при помощи инвертора, чтобы получить хороший и качественный сварной шов? Для этого потребуется изучить важные рекомендации:
- полярность подключения должна быть обратная;
- работа сварочного аппарата должна осуществляться на минимальной мощности, она должна соответствовать толщине чугунного элемента;
- размер длины одного непрерывного сварочного шва не должна быть больше 3-5 сантиметров;
- не должно быть перегревания металла, которое может возникнуть в результате частых перерывов;
- первый и последний слой при многослойном сваривании должен проковываться молотком с небольшим усилием.
Сам процесс сварки может быть многослойным или с использованием шпилек. После правильной установки шпилек проводится наваривание каждого слоя. Металл должен накладываться вокруг каждой шпильки, что в итоге получилась заплатка. В конце делается сварной шов, который соединяет наваренный металл между шпильками.
Многослойная сварка выполняется с использованием электродов. После наплавления первого слоя проводится ковка молотком, она должна делаться на горячую. Если есть доступ к обратной стороне изделия, то также накладывается слой на ней, а затем он проковывается. В конце накладывают следующие слои металла.
Прежде чем ответить на вопрос варится ли сваркой чугун, стоит рассмотреть главные особенности данного сплава. Именно от его вида и структуры зависит выбор определенного вида сварки. Для него могут применяться разные виды сварок — электросварка, полуавтоматом, газовая, аргоном, инвертором. Но чтобы процесс был успешным, требуется провести предварительную подготовку чугуна и стали.
Полезные советы
Аргоновая сварка – процесс, требующий определенных навыков. Новичкам полезно прислушиваться к мнению экспертов:
- Чтобы обеспечить глубину проплава, электрод располагают на небольшом расстоянии от свариваемой заготовки. Формируется короткая дуга, уменьшается ширина шва.
- Чугунные заготовки рекомендуется прогревать. Для этих целей используют печи, паяльные лампы.
- Аргонодуговая сварка предусматривает плавную подачу присадки. Горелка должна двигаться только по оси шва.
- Когда осуществляется заделка кратера, рабочий ток понижают, чтобы исключить образование дефектов.
Как варить чугун
Подготовительные работы
Требования к предварительной подготовке при сварочных работах по чугуну намного выше, чем в стали.
- Во-первых, структура чугуна может привести к разрастанию повреждений.
- Во-вторых, пористость способствует проникновению загрязнения глубже в металл. Настоящая головная боль по очистке чугуна от машинного масла, которое очень глубоко проникает в поверхность.
Деталь требуется хорошо зачистить
Очищают поверхности чугунных деталей с помощью щетки по металлу и наждачной бумагой, тщательно устраняя все загрязнения и ржавчину. Можно воспользоваться болгаркой со специальной насадкой с металлическим ворсом.





При наличии машинного масла его нужно удалить, используя растворитель.
Также потребуется зачистка всех неровностей, поверхности должны быть ровными и гладкими.
По краям свариваемых деталей или трещин нужно сделать фаску. Кромки при этом скашивают, пользуясь подходящим инструментом.
При этом стоит помнить о хрупкости металла. Если края скругляют зубилом, то это делают очень тонкими слоями, постепенно. Толщина стружки должна быть не более 1 миллиметра.
Вокруг будущего соединения, на ширину в 20-30 мм, все зачищают до блеска металла.
После подготовки переходят к свариванию. Как заварить чугун используя основные методы в домашней мастерской?
Сваривание без подогрева
Лучше всего использовать электроды, в составе которых есть медь или никель. С последним углерод не вступает в соединения, что не приводит к образованию белого чугуна в шве. При этом сам шов не будет иметь слишком высокую твердость и легко зачищается и поддается любой обработке.
Такими же свойствами обладает и медь.
Чаще всего распространены железно-никелевые, железно-медно-никелевые электроды
С производителей можно обратить внимание на расходники от компании ESAB
Режим сварки (сила тока и полярность), обычно указывается на упаковке с самими электродами.
Варка происходит в несколько этапов. После наложения каждого шва, ему дает остыть, после чего возобновляют работу.
Главное — это не пережигать металл, а как бы наплавлять расплав на свариваемую поверхность.
Для более качественной сварки лучше использовать горячий способ.
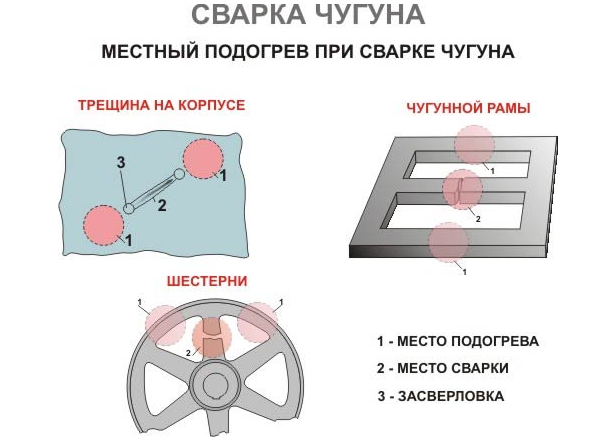
Сварка с нагревом
Итак, как варить чугун электросваркой с предварительным нагреванием?
- Поверхности заготовок или детали тщательно очищают от любого загрязнения.
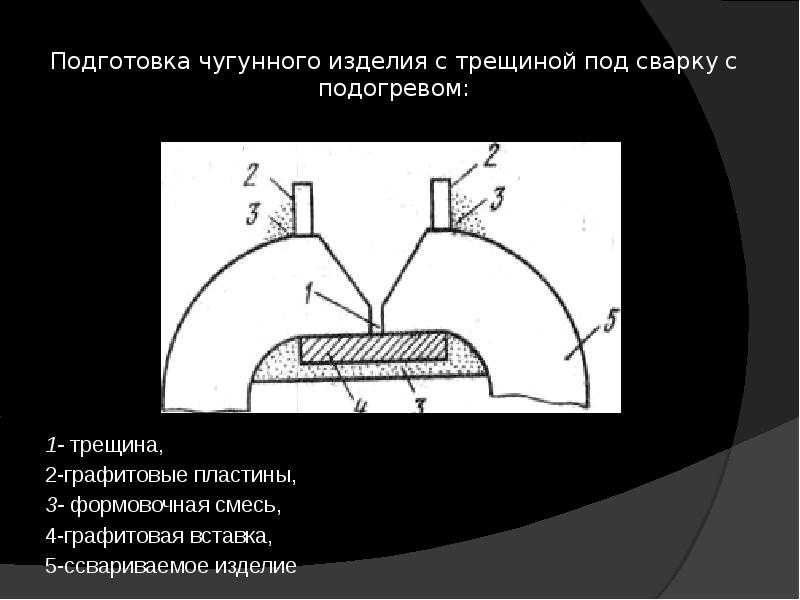
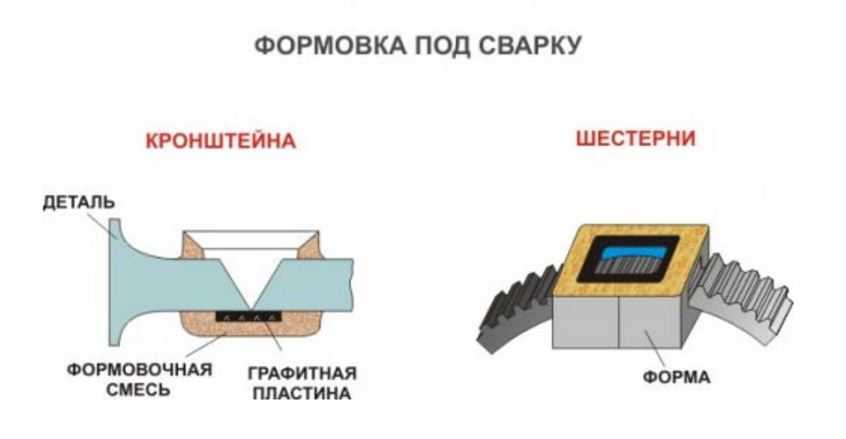
- Если нужно заварить сквозные пробоины или трещины, то для предотвращения вытекания расплава используют специальные формы. Их изготавливают из графитовых пластин.
- Нагрев деталей в промышленных условиях производят в специальных индукционных нагревателях, дома для этой цели подойдет печь. Температуру нагрева определяют зависимо от массивности и толщины чугуна (от 300 до 600 градусов).
- Используя нужные электроды, выставляют соответствующую силу тока (сварка чугуна происходит на большей мощности, чем при варке стали).
- Нужно также настроить аппарат на постоянный ток при прямой полярности (кабель держателя ставят на минус, а массу — на плюс).
- Во время ведения шва нужно, чтобы сварочная ванна была достаточно заполнена расплавом, при этом его как бы перемешивают кончиком электрода.
- После завершения варки нужно обеспечить медленное остывание. Лучше всего сваренные детали засыпать теплоизолирующим материалом (древесным углем или сухим песком), также можно оставить чугун в остывающей печи, которую использовали для нагрева. Остывание зависит от массивности, слишком большие детали могут остывать до 5 суток (в промышленных объемах).
Горячий способ варки чугунных соединений более трудоемкий и ответственный, но его использование позволяет получить на выходе качественный шов без дефектов.
Сварка инвертором чугуна — довольно сложный процесс. Требуется тщательная подготовка самих деталей и внимательный подбор расходных материалов
Особенно важно, какими электродами осуществляется соединение при холодной сварке
А что вы думаете по этому поводу? Есть ли у Вас опыт сваривания чугунных деталей электросваркой в домашних условиях? Какими приемами вы пользовались при этом? Ваш опыт важен для нас. Оставьте свои комментарии к этому материалу.
Какие электроды выбрать
Для сварки чугуна в России выпускают специальные покрытые электроды:
- ЦЧ-4;
- МНЧ-2;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6.
Электроды, произведённые в России по лицензии:
- ESAB OK Ni-CI;
- ESAB OK NiCrFe-2;
- ESAB OK Ni-1.
 Примерная стоимость электродов ESAB на Яндекс.маркет
Примерная стоимость электродов ESAB на Яндекс.маркет
Имеются импортные аналоги. Компания UTP также даёт подробные рекомендации по использованию своих материалов:
- UTP GNX-HD – обеспечивают стабильную дугу даже при малом токе, небольшое образование брызг, плавный перенос основного металла, швы не склонны к образованию разломов и трещин, хорошо подвергаются механической обработке. Варить нужно на короткой дуге, не перегревая заготовки. При работе с чугунными сплавами, склонными к подкалке, рекомендуется вести сварку маленькими валиками с последующей проковкой. Сварку в вертикальном и потолочном положениях лучше вести на переменном токе;
- UTP 85 FN – применяют для сварки и наплавки любых (кроме белых) марок чугуна, особенно с шаровыми графитовыми вкраплениями (пример: ВЧ 42-12 — ВЧ 60-2 ) и для соединения этих материалов со сталями и литыми заготовками. Имеет отличные характеристики: во время сварки поддерживается ровная и плавная дуга, высокая скорость производства работ. В результате получается красивый мелкочешуйчатый валик;
- UTP 86 FN – ферро-никелевый электрод с биметаллическим сердечником для сварки чугунных сплавов без подогрева. Используют для соединения и наплавок ряда типов (марок) чугуна: пластинчатого серого GG 10 — GG 40 (СЧ 10 — СЧ 40), высокопрочного (с шаровым графитом) GGG 40 — GGG 70 (ВЧ 42-12 — ВЧ 70-2), ковкого GTS 35 — GTS 65, а также для сварки этих сплавов с иными или сталей с литыми сталями;
- UTP 8 – для сварки «холодным» методом. Применяемость: серые, ковкие, сверхпрочные чугуны. Литые стальные сплавы. Соединение со сталью, медью и медными сплавами. Лучше всего применять для работы за один проход, нанесения (или наплавке) коренного шва при многослойных способах. Также можно заваривать трещины на старых промасленных чугунных деталях при восстановительных и ремонтных работах.
Ряд сварщиков предпочитает использовать для сварки (и наплавок) чугунов обычные электроды по нержавейке, например:
- ЭА-400/10У;
- ЭА-395/9;
- ЦЛ-11;
- ЦТ-15;
- ОЗЛ-6;
- НЖ-13;
- НИИ-48Г.
Но часто также используют УОНИ 13/55. Это самый бюджетный вариант. Иногда стержень предварительно обматывают медной проволокой.







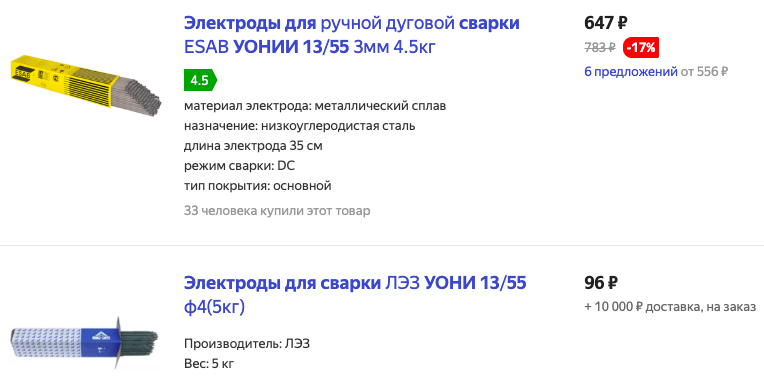 Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
В каждом конкретном случае требуется подбирать электроды в зависимости от марки чугуна. Если узнать состав сплава невозможно, то необходимо заварить образец, провести испытания с учётом условий эксплуатации.
Газовая
Нагрев газовой горелкой выполняют медленно для того, чтобы при доведении стыка до жидкого состояния графит успел растворится в жидкой ванне. Его выгорание и выдувание приведет к отбеливанию, а значит повышения хрупкости стыка.
Горелку держат на большем расстоянии, чем при сварке сталей, чтобы получить равномерный прогрев по возможности большей поверхности.

Для присадки используют сварочные прутки из чугуна. По мере расплавления их вводят в свариваемую зону, распределяя колебательными или спиральными движениями.
При работе с легированными чугунами, в состав присадок вводят аналогичные добавки (из простых — нержавейка).
Сварка чугуна и других материалов
Современные методы позволяют сваривать сплав с другими материалами, что расширяет возможности его применения в различных отраслях производства. В данном разделе мы рассмотрим методы сварки чугуна с другими материалами.
Сварка чугуна и стали
Сварка чугуна и стали является одной из наиболее сложных задач, которую могут столкнуться сварщики. Это связано с различными физическими свойствами и химическим составом этих материалов. Тем не менее, современные технологии позволяют сваривать чугун и сталь без особых проблем.

Для соединения материала со сталью используются различные методы, включая дуговую сварку, газовую сварку, ультразвуковую сварку и др
Однако, важно учитывать химические и физические свойства каждого материала и выбирать наиболее подходящий метод и оборудование. Кроме того, необходимо правильно настроить параметры сварки, чтобы обеспечить качественное соединение
Сварка чугуна с нержавейкой также может представлять некоторые трудности, поскольку эти материалы имеют различную структуру и свойства. Но с помощью специальных технологий и присадочных материалов, таких как никель или медь, можно достичь качественного и прочного соединения между чугуном и нержавеющей сталью.
В целом, сварка чугуна и стали является сложной задачей, но с правильным подходом, оборудованием и технологиями, возможно сварить эти материалы без проблем. Однако, для достижения качественного и прочного сварного соединения необходимо учитывать все особенности каждого материала и выбирать подходящие методы и оборудование.
Сварка чугуна и цветных металлов
Сварка чугуна и цветных металлов является сложным и трудоемким процессом, который требует знания особенностей каждого из материалов. Цветные металлы, такие как алюминий, медь и титан, имеют более высокую теплопроводность и устойчивость к окислению по сравнению с чугуном. Это может вызвать проблемы, такие как образование пустот и трещин в швах.
Для сплава и цветных металлов можно использовать методы газовой сварки, электродуговой сварки и лазерной сварки. Однако, необходимо учитывать, что каждый метод имеет свои ограничения и требует специальных настроек.
Сварка чугуна и цветных металлов требует точной настройки параметров, таких как температура, скорость и напряжение, чтобы достичь качественного шва. Кроме того, для сварки чугуна и цветных металлов часто используются специальные сварочные электроды и присадочные материалы, которые обеспечивают хорошую свариваемость и прочность шва.
Сварка чугуна и сплавов
Сварка чугуна и сплавов – это сложный процесс, который требует профессиональных знаний и опыта. При сварке чугуна с другими металлами, такими как алюминий, медь или никель, необходимо учитывать их различные физические свойства, такие как плавление, теплопроводность и коэффициент линейного расширения.
Сварка чугуна с алюминием является одним из самых сложных типов, поскольку оба металла имеют разные свойства и трудно совместимы друг с другом. Для сварки чугуна и алюминия обычно используются специальные методы, такие как применение заполнителей, плазменная сварка или использование лазера.
Сварка чугуна с никелевыми и медными сплавами также может быть трудной из-за их низкой теплопроводности и различных термических свойств. Для соединения таких материалов обычно используются методы инертного газа или TIG, которые обеспечивают более точное и надежное соединение деталей.

Сварка чугуна с другими материалами является важной задачей в металлообработке. Различные методы позволяют сваривать чугун с различными материалами, включая сталь, цветные металлы и сплавы
Правильный выбор метода и присадок может существенно повысить качество сварного соединения и обеспечить долговечность конструкции. Однако, необходимо учитывать свойства материалов и особенности каждого метода при выборе оптимального решения для конкретной задачи.
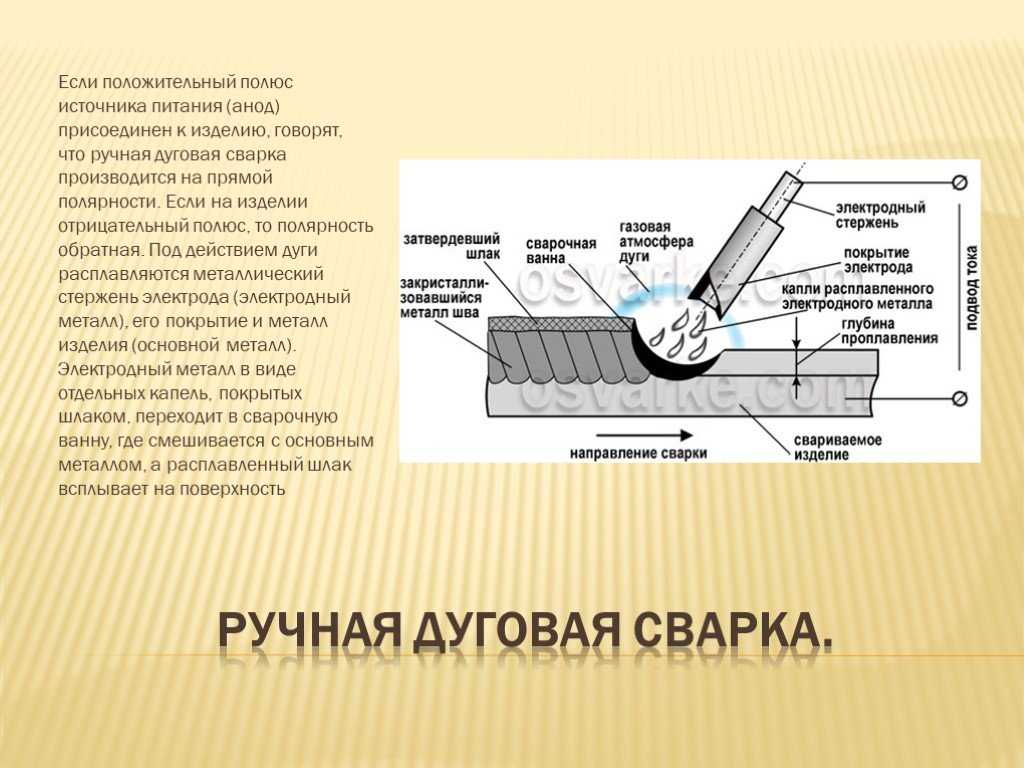
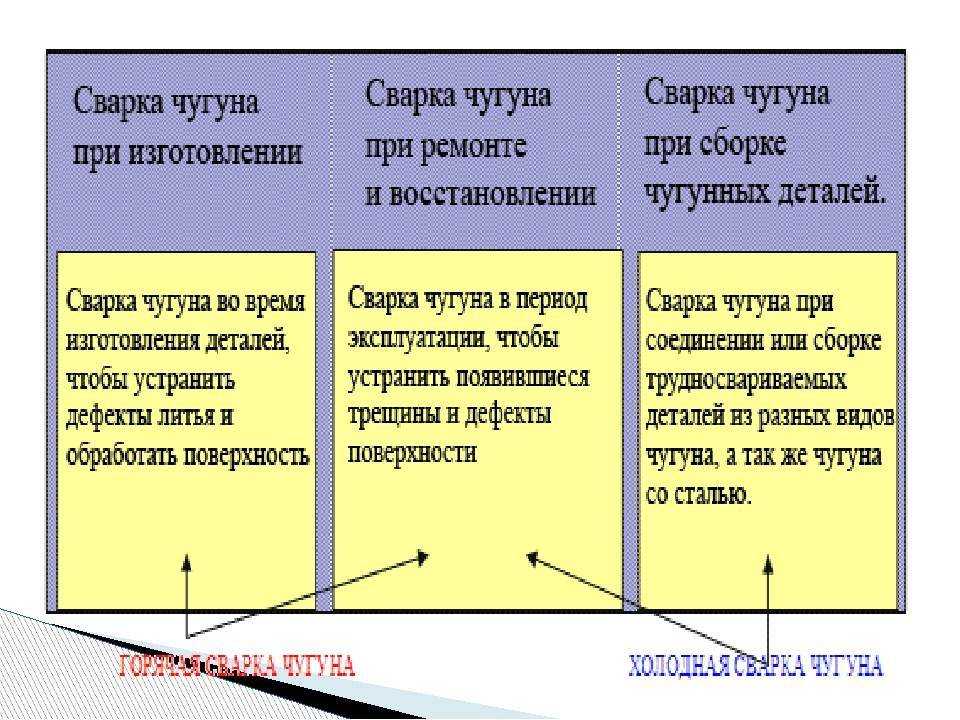
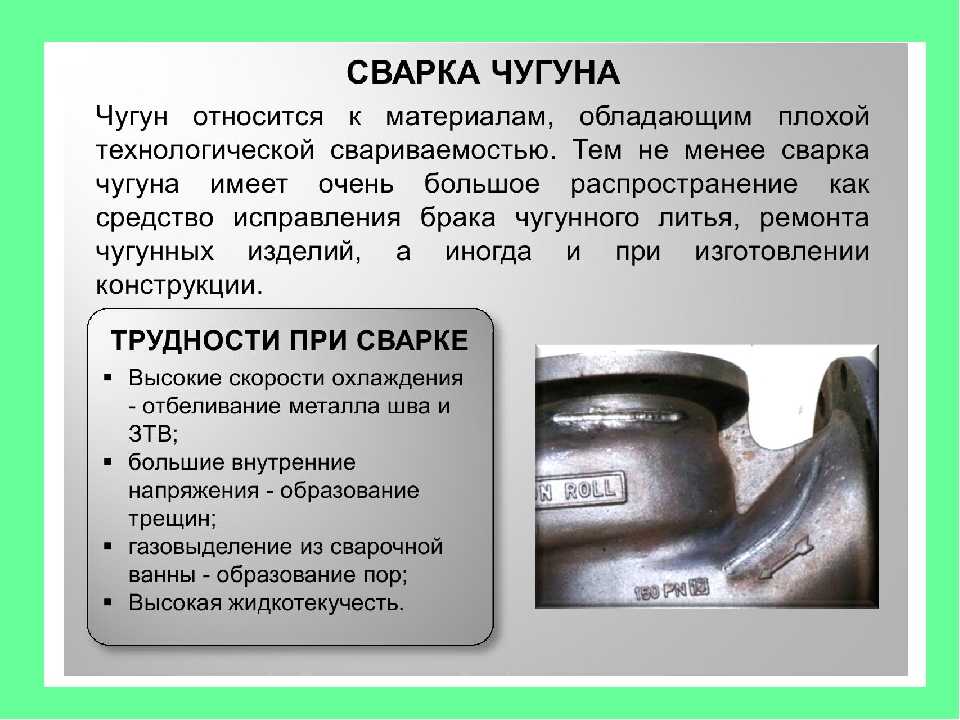
Технология электросварки чугуна
Несмотря на вышеописанные негативные факторы чугунные детали успешно свариваются, для этого используют ряд технологических приёмов. В практике используют два типа сваривания:
- Горячее сваривание
- Холодное сваривание
Горячий тип сваривания подразумевает предварительный нагрев свариваемой детали с последующим медленным охлаждением после укладки сварного шва. Холодный тип сваривания не предполагает предварительное нагревание, а качество соединения может обеспечивается применением специальных электродов.




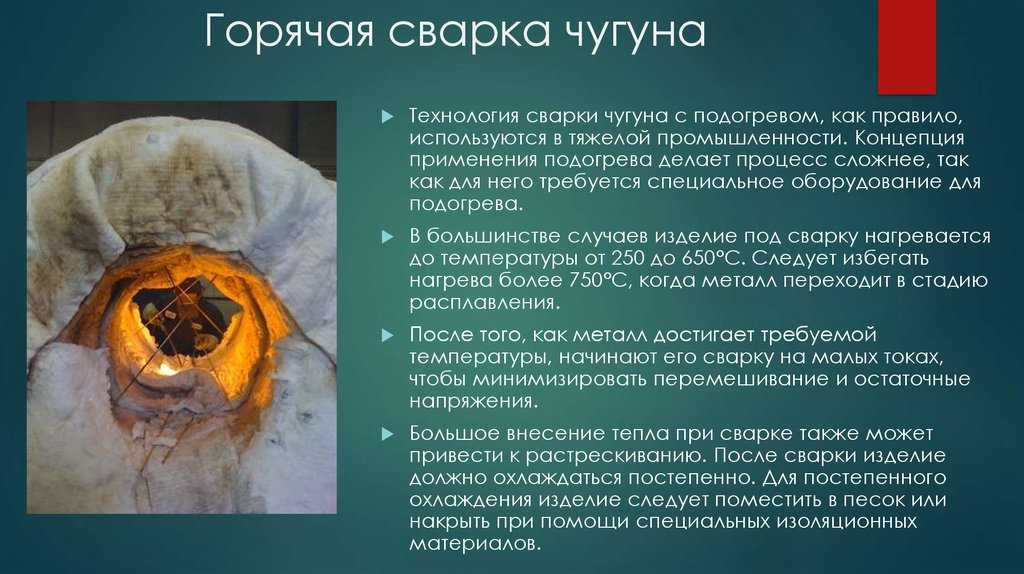
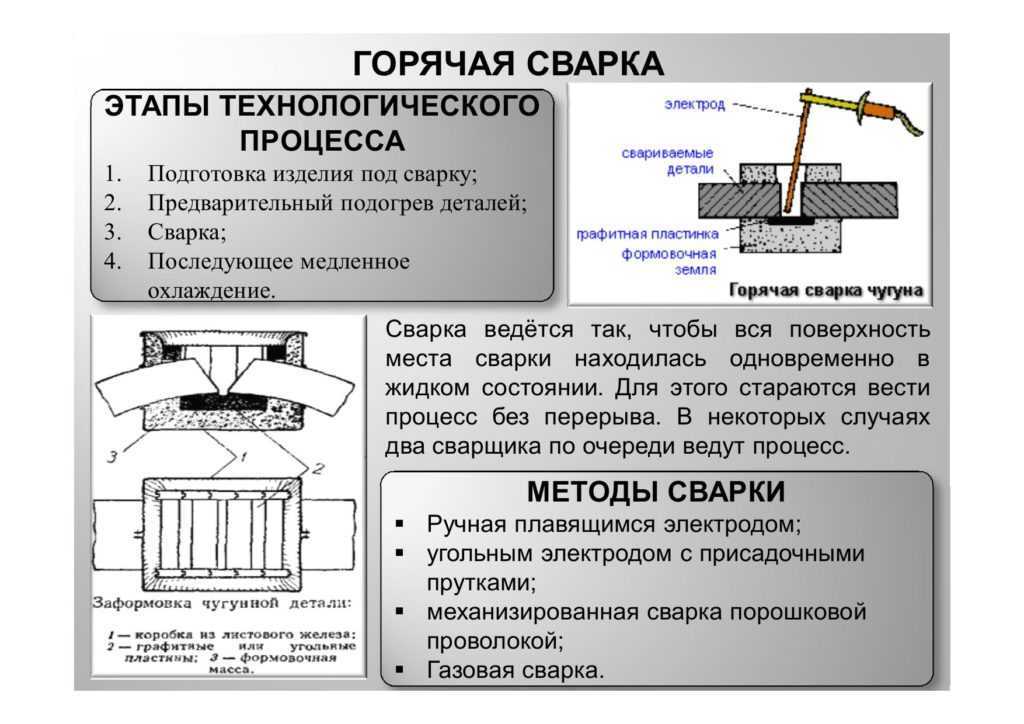
Горячая сварка чугуна
Данная технология является более технологичной в сравнении с холодной. Предварительный нагрев и медленное охлаждение даёт возможность избежать процессов отбеливания чугуна в зоне шва, что снижает возникновение внутренних напряжений приводящих к появлению трещин, а также и обеспечивает активное взаимодействия метала свариваемой детали и расплавленного шовного материала.

Сварка чугуна на горячую
Горячая сварка может производится при помощи местного нагрева или общего нагрева детали. По температуре нагрева горячая сварка может различаться на три вида:
- горячий 500-600°С
- полугорячий 300-400 °С
- тёплый 150-200°С
Медленное охлаждение детали после сваривания исключит эффект отбеливания чугуна. Постепенное охлаждения может обеспечиваться нагревающим оборудованием, сглаживающим резкое падение температуры. Так же деталь можно медленно охлаждать вместе с нагревательной печью при необходимости дополнительно утеплив её теплоизолирующим негорючим материалом типа базальтовой ваты.
Холодная сварка чугуна
Успешность сварки без предварительного нагревания основывается на свойствах применяемых специальных электродов. С учётом того, что холодное сваривание освобождает от нагрева детали технологически данный тип сварки чугуна более прост, но менее эффективен особенно при применении обычных электродов.
При работе со стандартными стальными электродами в сварке чугунных деталей без предварительного нагрева шов приобретает свойства высокой твёрдости и хрупкости с высоким содержанием кремния и марганца, а также, содержащимися в чугуне фосфора и серы. Хрупкость, склонность к растрескиванию, а также пористость структуры с шлаковыми образованиями такого шва не позволяет его в полной мере обрабатывать режущими инструментами. В результате быстрого охлаждения в 1мм от шва образуется полоска твердого и очень хрупкого отбеленного чугуна, за которым формируется участок закаленного металла. Кроме этого в результате образования внутренних напряжений, часто после охлаждения в зоне нагрева могут появляться трещины, полностью обнуляющие результаты сваривания.
Особенности подготовки чугуна к свариванию
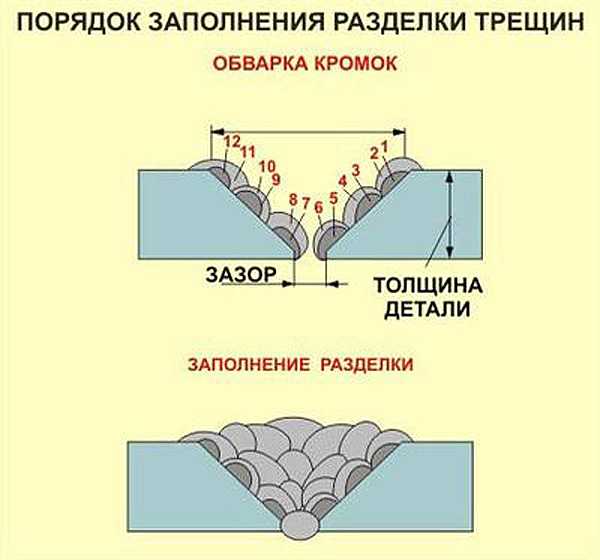
Учитывая хрупкость чугуна, его склонность к развитию трещин — подготовка места сваривания требует более тщательного подхода. При заваривании трещин повреждения заделываются болгаркой на полную глубину с достаточным углом заделки швом. Концы трещин закругляются или засверливаются, исключая, таким образом, линейное её развитие. Место сварки тщательно зачищают от шлака и окалины. Для обезжиривания место очищают растворителем. При сильном замасливании и невозможности качественного обезжиривания пористой структуры материала жирные места выпаливают пламенем горелки.

Заделка трещины на чугунной детали
Проковка шва
Одним из приёмов снятия напряжении в формируемом шве при сварке чугуна является его проковка. Особенно эффективна проковка при использовании в сварке специальных медных или никелевых электродов. Операцию проводят в процессе остывания при температуре 450-600°С. При падении температуры ниже указанного предела механическое воздействие на шов не делают во избежание появления трещин и надрывов.

Проковка сварочного шва
Операцию проводят пневматическим ударным инструментом с закруглённым бойком или обратной стороной молотка весом 0.6-1.2 кг с незначительным усилием до изменения рисунка шва. При многослойной укладке шва проковку делают после каждого прохода кроме первого слоя. Снятие напряжений проковкой эффективно в случаях заварки трещин и замыкающих швов в жёстких контурах детали или узла из конструкционных сталей или чугуна.