

Преимущества
- Это самый простой и доступный флюс, который можно найти практически на любом рынке;
- Стоимость канифоли является относительно низкой, так что она обойдется дешевле любого другого флюса;
- Материал имеет относительно низкую температуру плавления, что позволяет его применять даже при пайке на низких температурах;
- Подходит для многих вариантов пайки, особенно, в домашних условиях;
- Но подвергается воздействию влаги, а также практически не имеет срока хранения;
- Борется с оксидными пленками на поверхности;
- Материал не токсичен и может использоваться даже без применения специальных средств защиты.
Недостатки
- Канифоль имеет относительно низкую активность, так что после ее первого применения может не получиться должного эффекта;
- Вещество обладает гигроскопичностью, так что даже после пайки может впитывать влагу из пара, что приводит к коррозии металла в соединении;
- Этот флюс является не универсальным, так что применяться он может только для простых соединений, поэтому, пайка нержавейки и прочие сложные процедуры с ее помощью не производится;
- Материал достаточно хрупкий, поэтому, при хранении и транспортировки нужно учитывать все эти особенности.
Виды
Существует несколько разновидностей, от чего и зависит для чего канифоль при пайке. Здесь нужно выделить основные виды:
Живичная – получила свое название благодаря тому, что она получается из живицы деревьев хвойных пород. Чаще всего используется сосна, так как это самое доступное дерево. Главной отличительной особенностью данной канифоли является то, что она не имеет в себе жирных кислот.
Живичная канифоль
- Экстракционная – получается благодаря метода экстрагирования. Для экстрагирования используется бензин, а в качестве основного сырья материала – древесину хвойных пород. Если сравнивать такой материал с живичной канифолью, то в этом случае он будет более темным. Также у нее более низкая температура размягчения, которая составляет 52-58 градусов Цельсия. Кислотное число составляет, примерно 15-155, а содержание жирных кислот достигает 12%. Если подвергнуть эту канифоль химическому осветлению, то ее свойства приблизятся к свойствам живичной.
- Таловая – является побочным продуктом, который получается в сульфатцеллюлозном производстве. Этот материал получают из сульфатного мыла. Здесь имеется несколько сортов, в зависимости от свойств материала. Высшие сорта очень схожи по характеристикам с живичной канифолью.
Таловая канифоль
Чем можно заменить канифоль для пайки
Подробно рассматривая, что такое канифоль для пайки, мы уже выяснили, что это флюс. Таким образом, если ее нет, то можно для замены использовать любой другой флюс. Когда идет пайка твердыми припоями, то этот материал может даже не оказать должного влияния. Иногда в качестве замены используют буру, которая является сварочным флюсом.

Бура для пайки вместо канифоли
Технология пайки канифолью
Выяснив, зачем канифоль при пайке, осталось научиться ее грамотно применять. Прежде чем приступить к данному процессу, следует зачистить контакты, а затем их залудить. Чтобы осуществить лужение, вывод детали, которая будет припаиваться, следует выложить на него кусок твердой канифоли, которая не подвергалась температурной обработке. После этого ее нужно прижать разогретым до нужной температуры паяльником.
После этого уже можно расплавлять припой, разместив его у места спайки и проведя по нему жалом паяльника. Если материал плохо обработать, то есть вариант, что припой не прилипнет к поверхности, так что жалеть канифоль не следует и иногда лучше взять с запасом. Ни в коем случае не стоит допускать, чтобы части двигались, пока состав не застынет. Если лужение прошло нормально, то спаивание получится практически моментальным, так как припой полностью обволакивает подготовленное место и останется только дождаться пока он остынет. Все это практически не зависит от того, какой именно вид канифоли используется, так как на практике они ведут себя одинаково.
Зачем нужна?
Основные причины выхода из строя бытовой электротехники, приводного оборудования и инструментов – нерабочие платы, сгоревшие конденсаторы и другие элементы, требующие замены, монтаж которых производится методом пайки. Имея определенные навыки работы с паяльником, каждый умелец сможет отремонтировать электрооборудование самостоятельно.
При расплавлении металла происходит окисление. Цветные металлы намного активнее вступают в реакцию с кислородом в горячем виде, образуются оксиды, ухудшающие соединение. Для устранения оксидной пленки при пайке применяются флюсы, они наносятся на поверхности спаиваемых деталей, необходимы для защиты от воздействия компонентов воздуха, снижают поверхностное натяжение припоя при покрытии деталей.
Для чего, по сути, нужна канифоль при пайке? Только в качестве флюса. Экологичное вещество характеризуется рядом достоинств:
- не образует вредных испарений при нагреве;
- не ухудшает электропроводимость спайки;
- улучшает прочность соединений;
- препятствует растеканию жидкотекучих металлов;
- применяется при соединении легкоплавких контактов.
Смолистый материал при длительном хранении не меняет своих свойств, не окисляется и не разлагается.
Среди недостатков канифоли следует отметить плохое удержание расплава на поверхности металла. Для полноценной защиты деталей и элементов схемы требуется наносить смолу несколько раз. В условиях повышенной влажности даже после затвердевания канифольная пленка способна впитывать влагу, это приводит к развитию коррозионных процессов
Хрупкое вещество важно правильно хранить и транспортировать, чтобы сохранить целостность комка. Важно учесть, что смолистый флюс применяется не для всех паечных соединений
 Канифоль делает процесс пайки проще и качественнее
Канифоль делает процесс пайки проще и качественнее
Где еще может быть применена смола?
Использование древесной смолы в качестве добавки в краски, ускоряет их высыхание. В электротехнике можно встретить кабеля, переложенные бумагой, пропитанной смолами. Низкая диэлектрическая проницаемость канифоли позволяет использовать ее для пропитки и создания изолирующего слоя между проводами высокого напряжения.
Автомобиль имеет несколько узлов, которые ремонтируются пайкой, особенно часто приходится приводить в порядок радиатор, устраняя протечки.
В пожарный предохранитель вставляют канифоль. Она плавится при повышении температуры нагрева устройства, размыкая цепь и защищая оборудование от перегрева.
Знаком с натуральным продуктом и смычковый инструмент. Музыканты перед каждым концертом натирают смычок канифолью. Натирание придает поверхности способность вызывать мелкие колебания при скольжении по струне. Звук получается глубже, насыщеннее. В домашних условиях можно воткнуть булавку в дерево и привязать к ней нитку. Достаточно провести по натянутой нити куском смолы и булавка «запоет».
Начальник участка ремонта радио и электронного оборудования Сердюков И. П.: «Канифоль добавляют в составы флюсов из минеральных масел и других веществ, предназначенных для пайки меди и бронзы. Она ослабляет антикоррозионную реакцию, и окисная пленка удаляется быстрее, при температурах ниже 450⁰. В домашних условиях приготовить флюс для меди можно растерев в порошок канифоль, и смешав ее с вазелином, растворить на паровой бане. Можно варить чистой смолой, окуная в нее паяльник».
Что такое канифоль
Канифоль (полное название колофонская смола) представляет собой стекловидное твердое вещество, похожее на янтарь, которое получают из очищенных особым способом смол хвойных деревьев. Она абсолютно не растворяется в воде, но легко растворима в спирте, ацетоне, бензине.
Помимо основного названия, к нему добавляют слова, по которым можно понять, каким способом ее получили: сосновая (гарпиус), таловая, экстракционная и т.д. От способа получения, исходного сырья и химических добавок в составе зависит температура размягчения и плавления канифоли (от 50 до 130 °C).
Получила свое название канифоль от античного города Колофон (Kolophon), где «смола для смычков» изготавливалась и продавалась в больших количествах. О применении канифоли при спайке речи не шло, тогда не было ни такого процесса, ни деталей, нуждающихся в подобном соединении. Канифоль активно использовалась в самых разных житейских ситуациях. Ею смазывали стрелы для лука и смычки музыкальных инструментов. Заполняли щели между досками и пропитывали корпуса кораблей, использовали при изготовлении смазочных материалов.
Основные достоинства канифоли
Основные достоинства:
- Не проводит электричество.
- Невысокая стоимость, практически везде имеется в продаже.
- Сохраняет свои свойства при отрицательной температуре.
- Не подвержена воздействию влаги, не смывается водой
- Большой срок годности.
- Препятствует коррозии на металлических конструкциях, эффективно счищает оксидную пленку с поверхности обрабатываемого материала, обезжиривает изделие.
Недостатки
К минусам при использовании канифоли можно отнести:
- Довольно низкую активность вещества. Благодаря этому свойству спайка с её использование может не получиться сразу. Процесс использования канифоли требует определённых навыков и опыта. В дальнейшем обработку деталей с её помощью можно осуществлять намного быстрее.
- Флюс на основе этого вещества способен не выделять пар при спаивании. Такая гигроскопичность может вызвать коррозию обрабатываемого при пайке металла.
- Канифоль используют при обработке небольших деталей из простых металлов. Для обработки крупных частей и нержавейки используются флюсы из других материалов.
- Канифоль — довольно хрупкий, легко крошащийся материал, который может быть разрушен при определённых механических нагрузках. Такое свойство этого вещества нужно обязательно учитывать при осуществлении перевозки. Канифоль нужно особенно тщательно упаковывать при транспортировке.
В качестве заключения, можно отметить, что пайка современных деталей, особенно элементов микросхем, различных чипов, и других компонентов, используемых в радио и электротехнике достаточно непростой процесс, требующих определённых навыков, особенно быстроты реакции, внимательности и точности. Для проведения паяльных работ используются различные материалы, среди которых, канифоль отличают особые свойства. Благодаря этим качествам при правильном применении это вещество не вступает в реакцию с металлами сцепляемых при пайке элементов и материалами припоя.
Из-за наличия нескольких разновидностей и благодаря удобным формам, в которых она выпускается, канифоль остаётся одним из самых популярных флюсов, используемых при спаивании деталей в электротехнике.
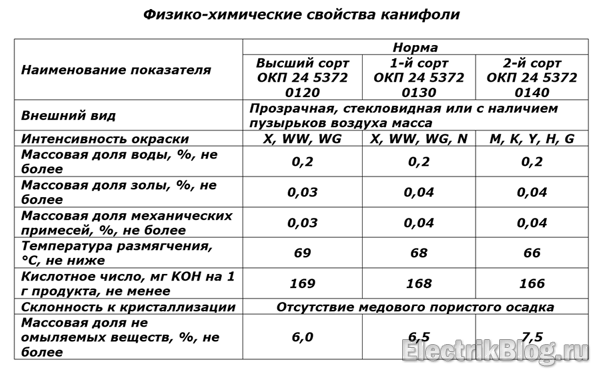
Состав и физико-химические свойства
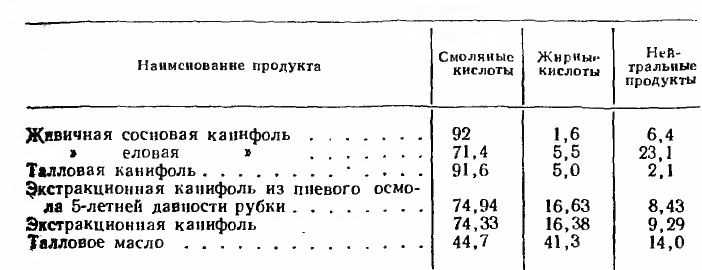
Состав канифоли сосновой может несколько отличаться, но в целом, в ней содержатся практически одни и те же элементы, с учетом небольших отклонений. Основу здесь составляет абиетиновая кислота, которая может быть от 60 до 90% от общей массы. В экстракционной содержание жирных кислот может быть от 1 до 12%. Такие элементы как сесквитерпиноиды, дитерпиноиды, тритерпиноиды и прочие могут составлять до 20% от общей массы. Состав жидких канифолей может состоять на 50-75% из растворителя, а остальное представляет собой сама канифоль сосновая.
Растворяться твердые частицы материала в эфире и спирте могут не сразу, так как для этого требуется температура от 40 градусов Цельсия. Как правило, она совпадает с температурой размягчения вещества. Кипение начинается с 250 градусов Цельсия. Температура плавления канифоли сосновой составляет от 110-150 градусов Цельсия. При работе с тугоплавкими металлами она просто будет закипать, так что пайка твердыми припоями должна проводиться с другими флюсами. Даже обыкновенные марки, твердые и нерастворенные обладают слабой активностью, так что остается риск, что придется делать все повторно, так как материал припоя с основным может не соединиться достаточно крепко. Растекаемость материала находится на достаточно высоком уровне, так что при температурной обработке флюс растекается по всей поверхности, что создает отличный защитный слой. В то же время жидкая канифоль сосновая хорошо растекается и без температурного воздействия. При наличии химических добавок, свойства могут меняться.
Технические характеристики канифоли сосновой
| Свойства | Значение |
| Содержание воды | 0.2% |
| Содержание золы | 0.03% |
| Содержание примесей механического типа | 0.03% |
| Число кислотное | 169 |
| Марка | Вес упаковки | Рабочая температура, градусы Цельсия |
| Стандарт | 20 грамм | 120 |
| ПМ | 20 грамм | 150 |
| Z&N | 260 килограмм | 140 |
| TermoPasty | 100 грамм | 140 |
Применение
Канифоль — это смесь смоляных кислот и их изомеров, представляющая собой флюс, т.е. вещество, удаляющее с поверхности металла оксидные пленки, жир, другие загрязнения и защищающее от окисления и коррозии. Зачем нужна канифоль для пайки?
Жало паяльника нагревает металлические контакты, на них мгновенно образуется оксидная пленка, не позволяющая припою соединить детали. Чтобы убрать эту преграду и нужна канифоль (или флюс). Ею обрабатывают поверхности, подготавливают их к нанесению припоя.







Процесс пайки
Если необходимо припаять, например, провод к плате, то:
- Сначала нужно прогреть провод, прикладывая к нему паяльник, максимально плотно его прижимая.
- Через несколько секунд провод вместе с жалом паяльника нужно опустить в канифоль, она закипит и равномерно распределится. Таким образом провод подготовлен к нанесению на него припоя.
- Жалом паяльника надо взять небольшую часть припоя и равномерно, тонким слоем нанести его на провод. При этом не должны образоваться катышки и капли. Не должно быть необработанных участков, получается этот же провод, но в олове.
- Далее нужно очистить жало паяльника с помощью металлической губки или тряпочки и, коснувшись канифоли, провести им по плате, создавая тончайший слой на ее поверхности. Поверхности к пайке готовы.
- Затем приложить провод к плате, обеспечивая максимальный контакт. Прижать к проводу жало паяльника с тонким слоем припоя и несколько раз «прогладить» место соединения для лучшего прогрева.
- Затем дать остыть и проверить соединение на прочность.
Благодаря способности канифоли растворять при нагревании оксиды таких металлов как медь, свинец, олово, она эффективно справляется с этой задачей при температуре более 150 градусов. Канифоль используется в электротехнических работах как природный флюс. С его помощью, помимо удаления оксидной пленки, жира и загрязнений, улучшается растекание и нивелируется поверхностное натяжение вещества, используемого в качестве припоя. При этом быстрее заполняются швы и повышается качество соединения.
В домашних условиях припоем чаще всего выступает легкоплавкое олово. С тугоплавкими припоями использование канифоли невозможно. Ее температура кипения +250 °C, при которой канифоль испаряется, соответственно защитные и очистительные свойства флюса при воздействии на металл также исчезают.

Как пользоваться?
Невзирая на кажущуюся простоту, важно знать, как правильно пользоваться паяльником. Весь процесс пайки с применением в качестве флюса любой из разновидностей канифоли в общих чертах можно представить следующим образом:
- тщательная очистка спаиваемых поверхностей (механическая), если речь идет о схемах, то требуется убрать с платы частицы мусора и пыль;
- разогрев паяльника;
- прогрев места пайки;
- обработка жала паяльника флюсом (канифолью);
- обработка канифолью соединяемых поверхностей;
- лужение с припоем;
- непосредственно само соединение и покрытие стыка припоем;
- охлаждение спайки.


Опытные специалисты настоятельно рекомендуют обращать внимание на несколько важных моментов
Канифоль с учетом ее характеристик имеет способность, растворяя пленки оксидов, частично восстанавливать последние до состояния металла. Данная функция актуальна при наличии существенных загрязнений соединяемых поверхностей.
Несмотря на то что температура размягчения описываемого флюса составляет 55-70 градусов, рекомендуется разогревать его до 100-130 градусов.
Необходимость и степень прогрева спаиваемых поверхностей определяется в первую очередь их размерами. При соединении проводов небольшого сечения или при монтаже схем данный шаг можно смело пропустить. Однако стоит учитывать, что на холодной поверхности канифоль и припой очень быстро остынут. В итоге будет тяжело добиться растворения окислов и необходимого растекания металла.
При первом или редком использовании паяльника перед началом работы по его жалу нелишним будет пройтись металлической щеткой или же мелкой наждачкой. Однако подобные меры будут актуальными в самых крайних, запущенных случаях. Чаще всего достаточно просто хорошо прогреть инструмент, качественно обработать жало канифолью и покрыть припоем (залудить). После незначительного перерыва в работе лужение жала не понадобится
Его можно просто опустить в канифоль и начать паять.
Особое внимание следует уделить подготовке поверхностей
В процессе предварительного прогрева, если таковой необходим, важно принимать во внимание как размеры соединяемых элементов, так и габариты жала паяльника
Предварительно поверхности надо жестко зафиксировать в том положении, в котором они будут спаиваться. Затем они при необходимости прогреваются и покрываются канифолью
Следующий шаг – это непосредственно нанесение расплавленного припоя и монтаж. После останется остудить место спайки, и смыть остатки флюса.


Отдельно есть смысл рассмотреть использование припоя с канифолью. Речь идет о прутках, смотанных в небольшие бухты. Они представляют собой тоненькие оловянно-свинцовые трубки, внутри которых находится канифоль. В процессе пайки такие прутки используют в качестве присадочного материала. На начальном этапе паяльником разогревают соединяемые элементы, а потом вводят трубку припоя с канифолью в зону пайки. Шов лудится одновременными движениями присадки и паяльника. Стык равномерно покрывается плавящимся припоем одновременно с флюсом, что само по себе существенно ускоряет и упрощает весь процесс.

Подобный способ актуален в тех случаях, когда отсутствует необходимость в предварительной обработке соединяемых деталей. Выполняя описываемые работы, следует всегда помнить о технике безопасности
Важно учитывать, что процесс пайки неизбежно связан с несколькими вредными факторами. Одним из ключевых моментов в данном случае можно назвать потенциально опасные испарения (канифольный дым, пары олова и свинца)

Талловая
Эту разновидность канифоли можно назвать побочным продуктом. Дело в том, что речь идет об отходах сульфат-целлюлозного производства. Сырьем для получения данного вида паяльного флюса является сульфатное мыло. При этом выделяют несколько с учетом характеристик и свойств материала. Кстати, высший из них по своим эксплуатационным показателям очень похож на живичную канифоль.

Экстракционная
Этот тип канифоли получают методом экстрагирования с использованием, как правило, бензина и хвойной древесины. От живичной она отличается более темным оттенком и более низкой температурой размягчения. Последняя варьируется в диапазоне от 52 до 58 градусов. Кислотное число экстракционного флюса для пайки составляет около 15 при содержании жирных кислот до 12%.

Живичная
Название данной разновидности канифоли появилось с учетом исходного сырья для ее получения. Речь идет о соке (живице) деревьев хвойных пород. В подавляющем большинстве случаев в качестве исходного материала используют именно сосну. Во многом это обусловлено ее доступностью. Главной отличительной чертой живичного флюса является отсутствие в нем жирных кислот.


Технология и терминология
Исходным сырьем для производства канифоли является обыкновенная сосновая смола, в которую кроме канифоли входят летучие соединения скипидара.
Процесс изготовления включает в себя очищение канифоли путем выпаривания этих соединений.
Тем, кто никогда не работал паяльником, но планирует научиться паять, будет полезно узнать некоторые технические термины.
Пайка – это процесс соединения между собой двух радиотехнических деталей через нагрев.
Инструмент для пайки – это паяльник, обычно работающий от сети 220 с номинальной мощностью 40Вт.
Процесс пайки осуществляется жалом паяльника за счет того, что разогретый до высокой температуры припой схватывает две детали между собой, заполняя пространство между ними.
ГОСТ определяет припой, как металл или сплав нескольких металлов. По ГОСТ определено 26 категорий припоя в зависимости от используемого элемента.
Припои всегда имеют более низкую температуру плавления, чем детали, которые нужно соединить.
По ГОСТ припои по температурным свойствам разделяются на мягкие, которые плавятся при температуре до 450 градусов Цельсия (выделяя подкатегории особо легкоплавких – до 145 °С и твердые с температурой плавления от 450 градусов Цельсия и выше (категории среднеплавких – до 1100°С, высокоплавких – от 1100 до 1850ºС и тугоплавких – свыше 1850).
ГОСТ разделяет припои на флюсующие и самофлюсуемые, у них различная температура плавления.
Чаще всего припои выглядят как металлическая трубочка серебристого цвета или как полый цилиндр, наполненный канифолью, которая выполняет функцию флюса.
Видео:
Флюс — это состав (жидкий или твердый), который способствует лучшему контакту спаиваемых деталей и предотвращению окисления металла на рабочих поверхностях.
Требования к флюсам также определены ГОСТ, на них различная цена.
ВАЖНО ЗНАТЬ: Советы по пайке медных труб своими руками
Для новичка будет более удобен припой с канифолью, в то время как опытные мастера любят паять обыкновенным припоем, выбирая флюс в зависимости от условий пайки и материала деталей.
Если будет производиться простая пайка медных деталей, то можно использовать канифоль, невысокая цена делает ее удобным расходным материалом.
Когда проводится более сложная пайка, то вместо одного универсального, применяется флюс, подходящий ко всем деталям.
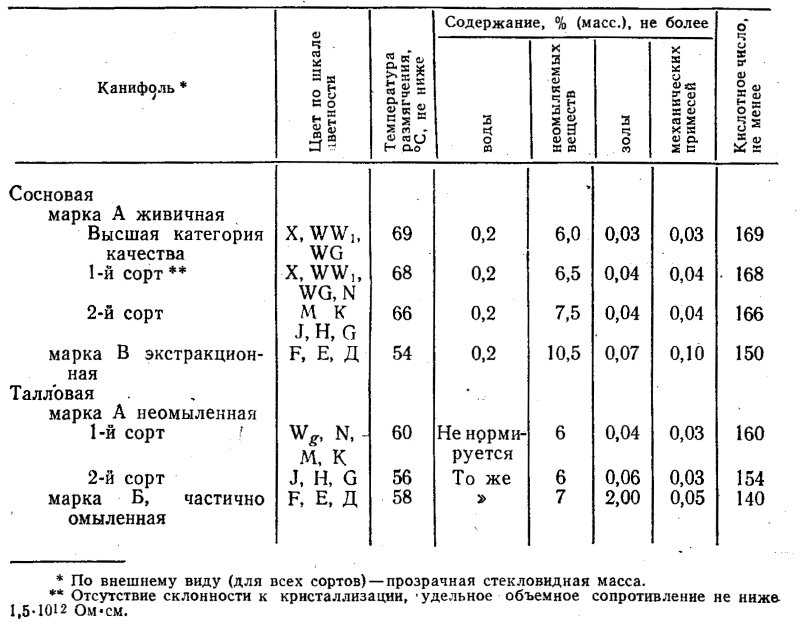
Технические требования к использованию канифоли при пайке, ее состав, температура плавки и характеристики определены ГОСТ 19113-84.
Основной материал для канифоли — это сосновая живица — исходное сырье для многих видов промышленности и вспомогательный элемент при пайке.
Не имея кристаллической структуры, она является аморфным, по внешнему виду похожим на стекло, хрупким веществом с широким диапазоном цветов от бледно-желтого до темно-коричневого.
По составу она представляет собой стекловидную, прозрачную или с включение пузырьков воздуха массу, с незначительными включениями механических примесей, массовой доли воды не более 0,2%.
Она абсолютно не растворима в воде, но легко растворяется под воздействием спирта и ацетона. Размягчение канифоли происходит при температуре не ниже 66-69ºС в зависимости от сорта.





![Канифоль для пайки [зачем нужна, какую выбрать]](https://magazinzing.ru/wp-content/uploads/f/3/a/f3a5a29cb92047faf2ee01070fecfc1f.jpeg)

Состав и физико-химические свойства
Классическим составом припоя с канифолью является обыкновенный мягкий оловянно-свинцовый. Содержание свинца в нем составляет 40%, а олова – 60%. К таким припоям можно отнести ПОС 60 или близкую к нему марку ПОС 61.
Благодаря этому он приобретает особые физические свойства. Припой с канифолью и без с таким составом обладает особой гибкостью, что помогает подобрать нужное положение перед спаиванием. Данный состав характеризуется относительно низкой температурой плавления, что не позволяет применять припой для пайки тугоплавких металлов. Тем не менее, он хорошо проникает во все неровности, когда находится в жидком состоянии. Это обеспечивает максимально высокую степень сцепления. Хоть здесь и не происходит проникновения в структуру основного металла, такое свойство дает возможность охватить как можно большую площадь скрепления.
Относительно низкая температура плавления обеспечивает легкость использования. Наличие свинца добавляет текучести материалу. При использовании лучше делать все в хорошо проветриваемом помещении, так как свинец дает вредные для здоровья человека испарения.
Технические характеристики припоя с канифолью
Среди всех марок есть те разновидности. Которые применяются чаще всего. Их технические характеристики обеспечивают удобство использования и делают практически универсальными для большинства процедур.
| Марка | Технические характеристики | |||||
| Температура плавления, °C | Плотность, грамм/см квадратный | Теплопроводность | Сопротивление на разрыв | Удлинение относительное, % | ||
| Начальная | Конечная | |||||
| ПОС 61 | 183 | 189 | 8,5 | 0,12 | 4,3 | 46 |
| ПОС 60 | 185 | 192 | ||||
| ПОС 90 | 183 | 189 | 47 МПа (или 4,9 кгс/мм квадратный) | 58 |
Особенности выбора
Выбирая что лучше, припой с канифолью или без, в первую очередь стоит ориентироваться на удобство выполнения пайки. Если вам предстоят стандартные процедуры, режимы которых вполне известны, то можно выбирать припой с содержанием канифоли любой подходящей марки. Чаще всего выбор падает на материалы серии ПОС, в которых основными компонентами становятся серебро и олово. Это позволяет достичь мягкости и высокой смачиваемости за счет меньшей крепости соединения.
Если вам предстоит соединять тугоплавкие металлы, то лучше использовать специальные виды припоев, которые могут и не содержать в себе флюс.»
Чем выше температура плавления основного металла, тем выше должна быть температура плавления припоя. Это основной показатель, по которому ориентируются специалисты. Помимо состава марки нужно определиться еще с толщиной проволоки. Здесь уже легче, так как все зависит от толщины самого изделия. При работе с паяльником всегда можно наплавить каплю нужного размера из проволоки любой толщины, так что здесь не будет особой разницы. Для работы с газом уже нужно подобрать подходящий по толщине вариант. В своем арсенале стоит иметь как минимальные значения, от 0,8 мм, так и более крупные на 1,2 и 1,5 мм. Но состав материала всегда буде более важным, чем толщина.

Особенности применения
Определившись, какой припой лучше, с канифолью или без, а также подобрав соответствующую марку, можно приступать непосредственно к пайке. Как и при работе с простым припоем, первым делом идет подготовка поверхности основного металла, его требуется очистить.
Несмотря на более легкое проведение процесса, наличие канифоли не снимает большинство негативных факторов, влияющих на качество спаивания.»
После подготовки нужно разогреть его поверхность до нужной температуры и начать использоваться припой. Это требуется, чтобы не было большого контраста между температурами расплавленного припоя и основного металла, так что перегревать сильно также не стоит. После того как расплавленный припой разольется по поверхности, ему нужно дать остыть. Таким образом, проведение пайки данной разновидности имеет лишь одну важную отличительную особенность, так как здесь не нужно использовать флюс дополнительно. Его наличие в составе делает процесс таким же легким, как и при добавлении канифоли отдельно.
Популярные производители
На отечественном рынке можно встретить следующих производителей данной продукции:
- КиевЦветМет;
- Solder;
- Вадис-М;
- Техноскрап;
- Manwell;
- «Технологические Линии»;
- Укр-Спецсплав;
- Арсенал;
- УкрИнтерсталь.
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден будет взять в руки паяльник и попробовать. Качество выполненных работ и даже работоспособность изделия будут напрямую зависеть от множества факторов, знать о которых обязательно нужно, прежде чем начинать работу.
Готовность канифоли
Как определить, готов ли товар для использования?
Факторы определяющие готовность канифоли:
- цвет,
- пропускание солнечных лучей на капле канифольной смолы, которую помещают на стекло,
- число кислотной производной.
Для того чтобы ускорить дело выделения рассматриваемого продукта, следует увеличить скорость ее выпадения. Для этого применяют катализаторы. Это обычно металлический цинк в малых дозах, а также можно использовать окисленный кальций. Отгоняют при этом масло в вакууме. Получается в итоге вещество канифоли, которое состоит только из триглицеридов смоляной кислоты.
Также можно получить пентаэритритовый эфир, выделяемый из канифоли. В этом случае получают именно то вещество, которое аналогично глицериновому. Этот эфир выделяется только при более низкой температуре. Требуется порядка двухсот шестидесяти или даже двухсот семидесяти градусов по Цельсию.
Методы получения
Канифоль содержится в соснах, кедрах, лиственницах. Ее получают из этих деревьев или древесного сырья. Производство канифоли проводится по двум основным технологиям, которые определяют разновидности природного флюса для пайки. Состав и характеристики обоих продуктов контролируются государственными стандартами.
Сосновую канифоль получают отгонкой летучей фракции живицы – жидкости, которая выделяется из надрезов на коре хвойных деревьев. Параллельно в приемниках собирается скипидар, массовая доля которого составляет 1/3 часть от суммарного продукта.
Помимо этого существует метод получения канифоли из отходов мелко порубленной древесины. Такой продукт называют талловым. Отдельную группу натуральной смолы, выделяемую из старых пней и корней, называют экстракционной канифолью.
В качестве экстрагента в производственном процессе используют бензин. Такой продукт имеет небольшое распространение вследствие трудоемкости получения сырья, которое называется пневым осмолом.
Пни нужно собирать только через 10 или даже 15 лет после вырубки леса. С трудом можно представить детали организации такого производства в больших объемах, требуемых для пайки.
При производстве бумаги накапливается в качестве отхода талловое масло, из которого отгоняют талловую канифоль.
Пайка в домашних условиях
 Пайка — специальная техника, с помощью которой металлические элементы прочно сцепляются между собой посредством расплавленного припоя. В быту скрепить детали между собой можно при помощи обыкновенного паяльника.
Пайка — специальная техника, с помощью которой металлические элементы прочно сцепляются между собой посредством расплавленного припоя. В быту скрепить детали между собой можно при помощи обыкновенного паяльника.
Перед тем как приступить к пайке, необходимо зачистить поверхности деталей, которые будут сцепляться между собой, при помощи напильника или наждачной бумаги. Затем их необходимо обезжирить при помощи растворителя или очистить, используя бензин, и смазать флюсом.
Флюс — вещество, с помощью которого с поверхности металла удаляются оксидные плёнки, другие загрязнения и излишний жир. Кроме того, флюс предохраняет металлы от возможного окисления. В качестве такого флюса часто используется особое вещество — канифоль.
В основном флюс из канифоли используется для пайки в домашних условиях. При проведении производственной пайки смола используется в меньших количествах, по сравнению с флюсами из других веществ.
Благодаря свойству канифоли растворять при нагреве оксиды олова, а также меди и свинца, это вещество может быть использовано в электротехнических работах как особый природный флюс — компонент, обладающий противоокислительными свойствами. Благодаря такой характерной особенности, это вещество способно очищать поверхности металла при проведении пайки. С его помощью также улучшается растекание и практически нивелируется поверхностное натяжение вещества, используемого в качестве припоя.
Для того, чтобы была обеспечена высокая технологичность процесса применения флюса при пайке выпускается несколько типов таких компонентов, выполненных на основе колофонской смолы (они могут быть твёрдыми, жидкими и гелеобразными):
- Твёрдый флюс. Такой тип компонента для спайки и лужения деталей используется уже довольно долгое время и является самым популярным. Он имеет как свои очевидные достоинства, так и недостатки. К последним можно отнести то, что используя твёрдый флюс трудно соблюдать точность при нанесении его в труднодоступные места спайки.
- Флюс на основе спиртового раствора. Такой компонент является универсальным. Его можно использовать при спаивании как мелких, так и крупных деталей. Основным преимуществом такого метода является лёгкий способ его нанесения при помощи кисточки.
- Флюс из канифоли на основе геля. Вязкая консистенция геля позволяет быстро наносить вещество на поверхность. С помощью геля легче обрабатывать самые труднодоступные места поверхности деталей, которые будут подвергаться спайке. При этом обеспечивается максимально точное дозирование вещества флюса. Гель не высыхает слишком быстро, по сравнению со спиртовыми флюсами и более податлив, чем твёрдый флюс из канифоли.
Потребительские свойства канифоли
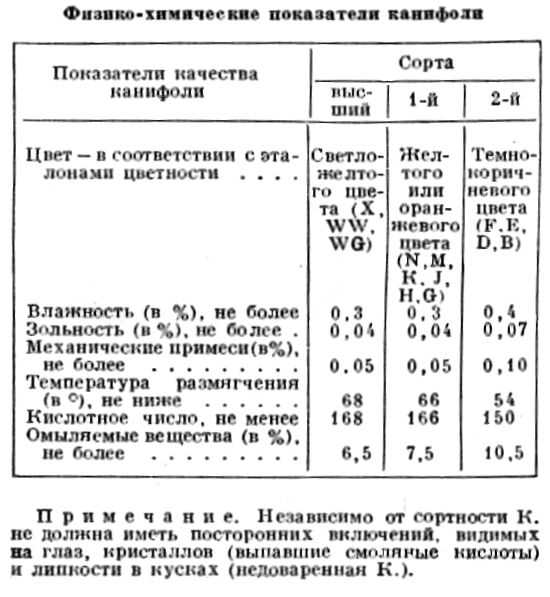
Из всех разновидностей канифоли наилучшими потребительскими свойствами обладает живичная, она же канифоль сосновая. Она размягчается при температуре 68°С , и практически не имеет в своем составе жирных кислот. Только этот вид канифоли считается полностью натуральным и экологически безупречно чистым веществом. Ее цвет янтарно желтый.
Канифоль часто применяют в мыловарении в качестве заменяющей жир добавки.
Талловая и экстракционная канифоль уже считаются искусственными, отличаясь более темным цветом, от красноватого до оттенков коричневого. Несмотря на различные способы получения, потребительские свойства их близки к натуральной.



![Канифоль для пайки [зачем нужна, какую выбрать]](https://magazinzing.ru/wp-content/uploads/3/c/e/3ce9c3bd02ea8c8ac9b127e6d739d930.jpeg)





Одним из наиболее востребованных качеств канифоли издревле считалось усиление сцепления между поверхностями и предотвращение скольжения. Канифольное мыло имеет очень высокие моющие свойства, особенно в сочетании с другими моющими веществами.
Другим важным свойством канифоли считается высокая проникающая способность в составе спиртовых и эфирных растворов. Это помогает производить полную гидроизоляцию покрываемой поверхности
Важно только, чтобы эта поверхность оставалась статичной и не испытывала динамических нагрузок, поскольку застывшая канифоль очень хрупкая
Другим, не менее важным качеством канифоли является клеящее свойство, в особенности совместно с другими веществами.