

Лужение — неотъемлемая часть процесса
Техника безопасности
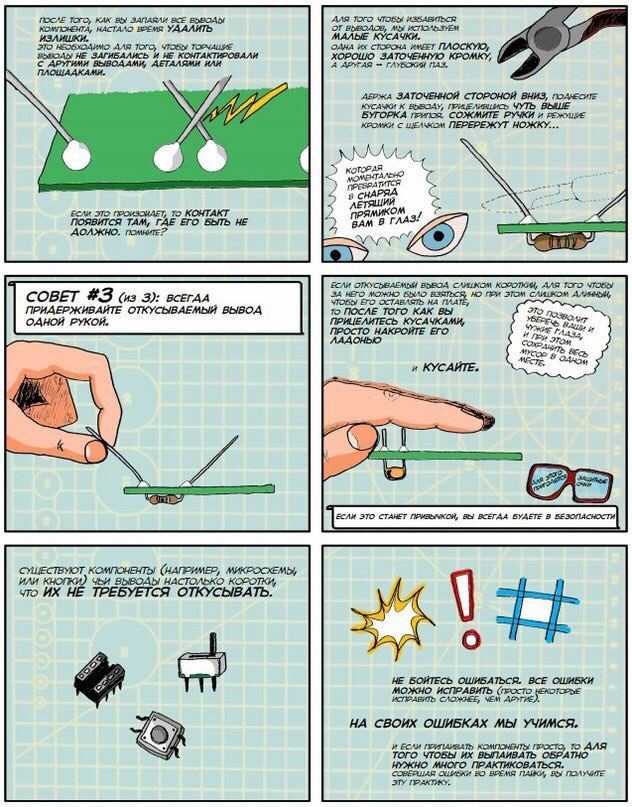
Как паять паяльником и не обжечься? Следует соблюдать технику безопасности. Работа с паяльником – не лучшее время, чтобы испытывать удачу с нарушением правил безопасности. Есть несколько простых советов:
- Освободите рабочую поверхность от посторонних предметов
- Уберите из комнаты излишне любопытных детей и животных
- Следите за шнуром – задев его ногой или рукой, есть риск ожога
- Если в комнате есть посторонние люди, предупредите их, что работаете с включенным паяльником
- Флюса – самую малость. Если использовать слишком много, он может брызнуть на руку, а в худшем случае – прямо в глаза
- Каждый раз следует брать припоя не больше, чем на 2 пайки. Если перестараться, он может капнуть на стол, руку или еще хуже – на паяемую микросхему
Соблюдая эти простые правила, вы убережете себя от крайне неприятных последствий. Если относится к работе серьезно и не оставлять паяльный аппарат без присмотра, проблем возникнуть не должно.
Проволока с канифолью

Совмещение двух расходных материалов в одном изделии существенно упрощает процедуру, улучшает эффективность и результативность работы. Если канифоль как флюс добавляют отдельно, велика вероятность прибавления лишнего количества. В готовой проволоке с флюсом соотношение фиксировано, оговорено ГОСТом.
Чаще всего продукцию поставляют в бухте или катушке. Исполнение с упаковкой проволоки в бухты предназначено для постоянной работы в промышленных масштабах. В ассортименте присутствуют изделия самой разнообразной толщины.
Продукция в виде катушек применяется при несколько меньших масштабах использования.

Этот вариант пригоден как для отдельных мастеров, так и для ремонтных предприятий. Толщина проволоки, упакованной в катушки, варьируется от 0,8 мм до максимально возможных 2 мм.
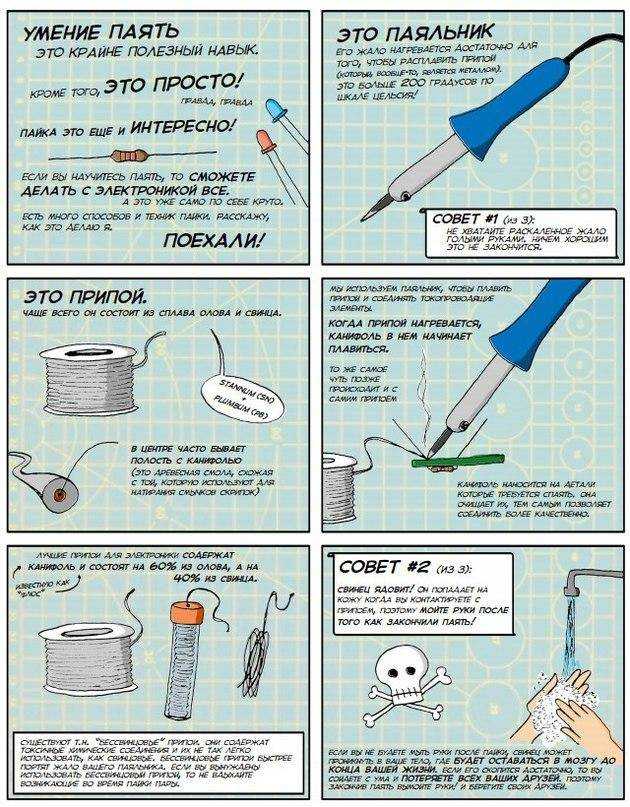
Припойная составляющая представлена сплавом из 2/5 частей свинца и 3/5 частей олова. Каждая гранула припоя окружена канифолью, общая концентрация которой варьируется от 0,8 % до 1,2 %.
Удобство проволоки обусловлено ее гибкостью. При пайке такую смесь можно легко ввести в любой зазор, где она расплавится и обеспечит хорошее обволакивание деталей, образование прочного шва.
Неудобство заключается в низкой температуре плавления смеси. Детали, сделанные из тугоплавких сплавов, таким расходным материалом паять не удастся.
Работа с проволочным припоем, содержащим флюс из канифоли, аналогична стандартной пайке. Сначала детали нужно очистить, затем нагреть их до требуемой температуры и внести в рабочую зону расходный материал.
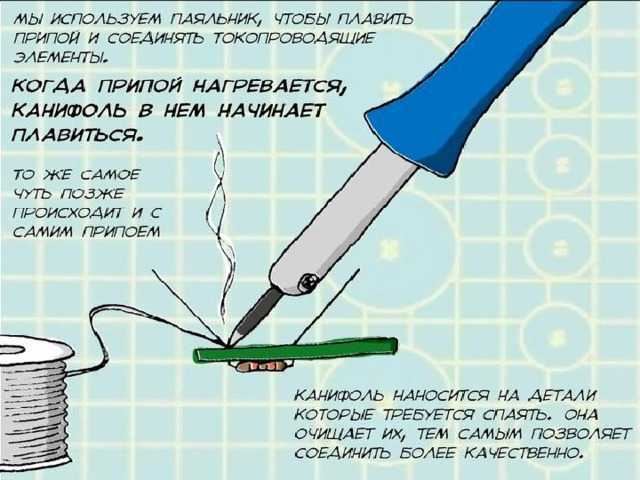
Как паять с канифолью
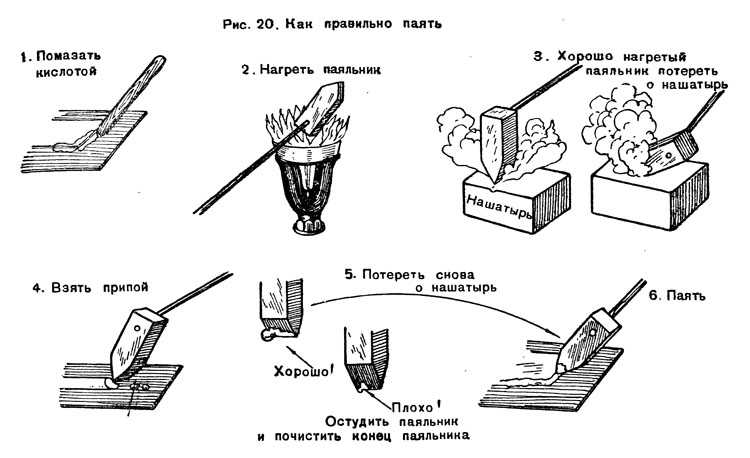
В общих чертах процесс пайки заключает следующие операции:
- Механическая очистка соединяемых поверхностей;
- Разогрев жала паяльника;
- Нагрев соединяемых поверхностей;
- Обработка жала канифолью;
- Обработка поверхностей канифолью;
- Покрытие жала припоем (лужение);
- Соединение деталей и покрытие припоем стыка и прилегающих участков.
- Охлаждение соединения.
Теперь подробнее о каждой операции?
- Канифоль способна растворять окисные плёнки и частично восстанавливать их до металла. Если поверхность соединяемых деталей не покрыта видимыми загрязнениями, эту операцию можно пропустить. Она необходима, когда загрязнения или окислы покрывают поверхность настолько, что препятствуют смачивание её расплавленной канифолью и далее припоем.
- Ранее упоминалось о температуре начала размягчения канифоли в районе 55 – 70ºC. Но для того, чтобы надёжно покрыть жало паяльника и соединяемые детали, её надо разогреть до 100 — 130ºC. Критерием достаточной температуры жала является его свободное проникновение в массив твёрдой канифоли с появлением лёгкого дымка.
- Необходимость нагрева соединяемых поверхностей очень сильно зависит от их размеров. Если паять предстоит тонкие проводки, можно эту операцию пропустить. Надо понимать, что на холодной поверхности произойдёт быстрое охлаждение и застывание канифоли и припоя. Как следствие, не удастся добиться растворения окислов канифолью и достаточного растекания припоя. Поэтому необходимо перед началом пайки оценить, можно ли прогреть детали уже в процессе обработки флюсом или надо сделать это предварительно.
- Если паяльник используется в первый раз или долго не был в работе, можно пройтись по жалу металлической щёткой или тонкой наждачной бумагой. Но это требуется в самых запущенных случаях. Обычно достаточно разогреть его и обработать канифолью, а затем покрыть слоем олова – облудить. Теперь жало готово к работе.
Если перерыв в работе был небольшой, и жало осталось покрыто припоем, лужения не потребуется, достаточно просто нагреть его и опустить в канифоль.
Далее готовим к пайке поверхность деталей. Как уже было сказано, может понадобиться нагрев стыковых поверхностей соединяемых деталей. Это определяется их массивностью и размерами жала паяльника. Если жало массивней деталей, можно обойтись без предварительного нагрева перед пайкой, а произвести его непосредственно в процессе обработки деталей канифолью.
Фиксируем соединяемые поверхности в положении, в котором они будут смонтированы, греем при необходимости, обрабатываем флюсом и затем наносим расплавленный припой. Жалом паяльника помогаем ему растечься по стыку и прилегающим площадям, даём соединению остыть.
Процесс пайки завершён.
Подготовка перед пайкой
Перед началом пайки надо провести подготовительные работы. Только тогда пайка будет успешной.
Подготовка паяльника
Обгоревшее жало паяльника – им работать нельзя
Первое, на что надо обратить внимание – состояние жала паяльника. Оно должно быть хорошо облужено, не иметь раковин, нагара и т.п
Если это не так, рабочую поверхность надо подготовить. Нагар счищается с помощью напильника, им же спиливается верхний слой меди до исчезновения раковин. Поверхности жала придается удобная для работы форма.
Зачищенное, готовое к облуживанию медное жало
Перед включением паяльника в сеть, желательно покрыть рабочую поверхность слоем флюса, чтобы избежать преждевременного (пока не достигнута температура плавления припоя) окисления меди. Как только жало прогреется, надо натереть его кусочком припоя до получения равномерного покрытия.
Покрытие рабочей поверхности жала припоемОблуженное, готовое к работе жало
Сейчас часто применяются паяльники со стальными жалами, рабочая поверхность которых имеет гальваническое покрытие. Такие жала зачищать напильником нельзя. Если счистить слой покрытия, облудить поверхность не удастся, и жало придется утилизировать. К такому же исходу может привести работа с кислотными флюсами. Кислота «съест» тонкий слой покрытия, и жало станет непригодным для дальнейшего применения.
Подготовка спаиваемых поверхностей
Спаиваемые поверхности (контактные площадки, провода, выводы электронных компонентов, разъемов и т.п.) перед соединением надо осмотреть на наличие окислений и загрязнений. Если они присутствуют, рабочие участки надо очистить. Непрочные загрязнения смываются растворителем. Окислы и стойкую грязь снимают механическим путем. В зависимости от прочности мешающей субстанции можно применить (в порядке возрастания):
- жесткий («чернильный») ластик;
- абразивную бумагу различной зернистости;
- скальпель или другой острый инструмент;
- напильники с различным размером насечки.
С проводов надо снять изоляцию на необходимую длину.
Окисленные (слева), зачищенные (в центре) и облуженные, готовые для пайки (справа) выводы конденсатора.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
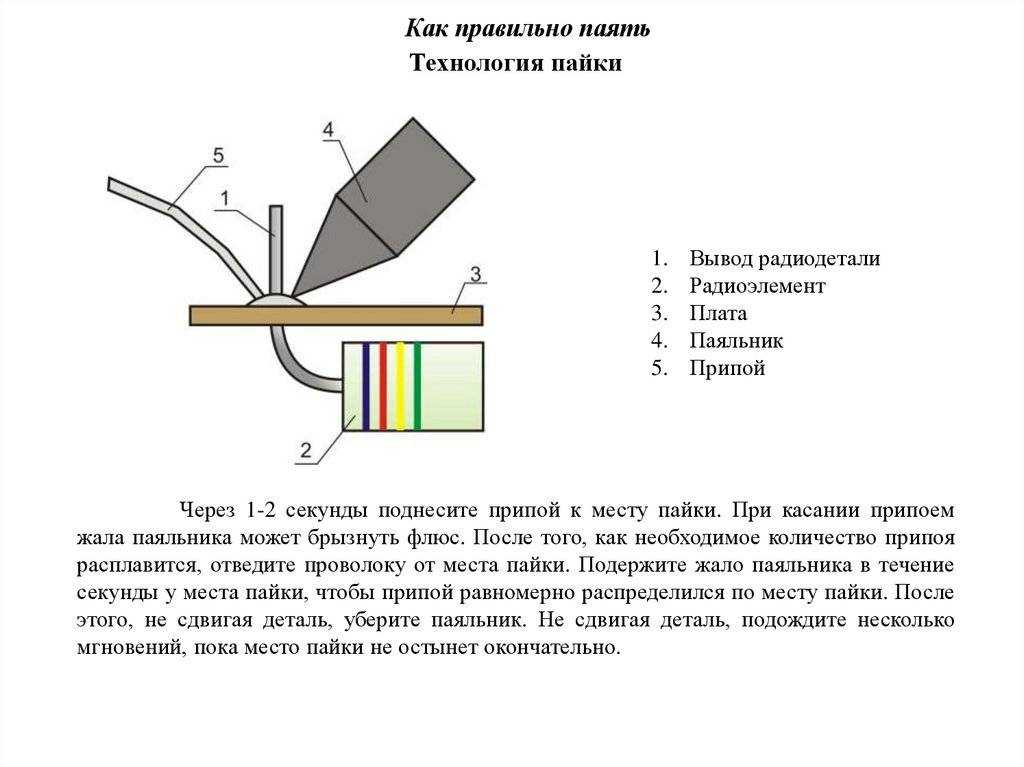
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Особенности
Существует много способов, как научиться паять паяльником с нуля. Для этого потребуется паяльник – устройство, предназначенное для нагревания деталей либо флюса во время лужения, пайки. Инструмент подносят к участку спаивания деталей, прикасаясь к ним так называемым жалом. Жало – это рабочая часть инструмента, которая нагревается с помощью паяльной лампы либо электричества. Для пайки чаще всего используется канифоль, но для работы с этим материалом нужно знать, как правильно паять паяльником с канифолью.
Перед пайкой нужно выполнить ряд действий:
- В первую очередь удалите с поверхности загрязнения. Для этого воспользуйтесь наждачной бумагой. Обезжирьте нужный участок бензином либо ацетоном.
- После прогревания инструмента его конец покрывают канифолью. Следующий шаг – лужение. Припой необходимо растереть с помощью деревянного бруска. Поверхность после выполнения процедуры приобретает оттенок серебра.
- Далее припой нагревают до того момента, пока будет достигнута оптимальная температура. Показатель нагрева наконечника должен превышать на 20–40 градусов температуру пайки.
- Кисточку смачивают в спирте, затем удаляют ей излишки канифоли.
- Пайка должна происходить за один раз, если количество процедур увеличить, это негативно скажется на качестве выполненной работы. Припой приобретет серый цвет (так как произойдет окисление). При прикосновении жалом детали фиксируются для создания прочного соединения без микротрещин.
- Для более качественного спаивания используют флюс, специальную жидкость, которая помогает очистить поверхность перед пайкой. Он является тем веществом, с помощью которого можно удалить оксиды с поверхности под пайку. Благодаря его применению жидкий припой лучше растекается, ровным слоем.Не стоит перегревать паяльник, так как из-за этого флюс сгорает, обугливается.
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.




Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Качественно припаять провода
От того, как провод будет спаян, зависит дальнейшая работа всего прибора. Опытные мастера дают ряд советов для качественного и надежного паяния:
- Если припоя недостаточно, он не сможет как следует скрепить детали и заполнить все зазоры
- При недостаточном количестве флюса на жале, место спайки получается неоднородным и неровным, что негативно сказывается на результате. Это может быть при разогретом инструменте, тогда канифоль испаряется еще до окончания спайки
- Когда канифоли чересчур много, она может выплеснуться и задеть соседние контакты или провода, а в худшем случае – попасть на руку
С опытом приходит умение нагревать паяльник до нужной температуры и использовать ровно столько припоя, сколько необходимо. Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты. Нужно стремиться именно к этому.
Лучше всего использоваться паяльники, имеющие терморегулятор. Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы. Паяльник без регулятора может быстро перегреваться, а его жало –чернеть от окисления. Тогда его приходится периодически выключать. Поддерживать нужную температуру очень сложно, и пайка получается недостаточно качественной.

Как быстро научиться паять
Для того чтобы освоить азы пайки необходимо правильно подобрать инструмент. Начнем с главного, с выбора паяльника.
Выбираем правильный паяльник
В большинстве случаев, подойдет паяльник с медным жалом 40-60 Вт, подставка, флюс (лучше всего канифоль) и припой.

Не следует гоняться за дорогими керамическими приборами и паяльными станциями. Для обучения вполне подойдет базовый набор. И не забудьте пинцет.
ВАЖНО! После того, как вы освоите азы пайки – станет понятно, что обучающий набор подходить для 90% домашней работы с паяльником.
Многие продвинутые радиолюбители десятки лет пользуются еще советскими паяльниками без регуляторов.

А качеству пайки может позавидовать владелец оснащенной по последнему слову техники паяльной станции.
Чтобы правильно паять, нужно тренироваться
Если инструмент новый необходимо подготовить жало, заточить и залудить. Это способ годится исключительно для жал из меди.

Как залудить жало, пошаговая инструкция
Если вы уже пользовались инструментом, то правильно подготовить жало к работе поможет это видео
Далее, нарежьте несколько кусочков провода разного сечения, и найдите любой сломанный электроприбор (транзисторный приемник или кассетный магнитофон). Из этого набора можно сделать отличный полигон для тренировок.
Как правильно залудить жало, если припой не липнет — видео
Выпаивайте и ставьте обратно радиодетали на схеме, соединяйте провода со скруткой и без нее. Лучшее пособие для обучения – самостоятельная практика на компонентах, которые не жалко испортить.
Последовательность действий
Не торопитесь сразу соединять две детали припоем. Для начала освойте зачистку провода и контактной площадки на монтажной плате. Затем потренируйтесь лудить разделанный провод.
Попробуйте выпаять из платы двух, а затем и трех контактную радиодеталь (к примеру – транзистор). И только после этого пробуйте паять начисто. Запомните главное правило – сначала прогреть место спайки, затем добавить в него припой.
Добавить припой можно несколькими способами.
- Поднести расплавленный состав на кончике жала
- Поднести проволочку припоя к месту соединения и прижав все жалом дождитесь, кода состав начнет плавиться.
 |
 |
Время прогрева и основное время пайки не должно превышать 2-3 секунды. Как только вы освоите этот временной интервал – считайте себя профессионалом.
ВАЖНО! Качественная пайка за такое короткое время возможна только при правильном подборе мощности паяльника и типа припоя с флюсом.
Правильная теплопередача
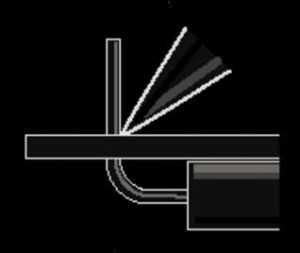
Многие начинающие радиолюбители паяют, касаясь детали лишь острым кончиком жала. Это распространенная ошибка, основанная на боязни перегреть радиодеталь. Площадь касания должна быть как можно больше.
Тогда теплообмен будет происходить быстрее, и времени на прогрев уйдет на порядок меньше. Деталь просто не успеет нагреться.
Обратите внимание
Температура жала считается правильной, если припой жидкий, собирается в виде капельки.
Секреты пайки с канифолью
Никакой сложности в паяльных работах нет, но, как и в любом виде работ необходимо освоить азы и провести ряд тренировочных паек.
Если вам не доводилось раньше работать паяльником, то попробуйте спайку медных проволок с применением обыкновенного припоя и использованием канифоли.
Свободный доступ к деталям со всех сторон, возможность достаточно плотно совместить их – хорошие условия для выработки навыков пайки, а использование канифоли отдельно обучит дозировать требуемое ее количество.
- Чистота контактов для лужения перед пайкой должна быть обеспечена должным образом, это цена крепкой пайки. После чистки соединяемых поверхностей с помощью ножа, пройдитесь по ним наждачной бумагой. Цель – сделать металлические поверхности деталей более яркими, а, значит, очищенными от окислителей меди;
- Готовьте столько поверхности, сколько вам потребуется для пайки с канифолью. Если первый раз получилось залудить большую поверхность, чем требуется, переделайте, взяв новые проводки;
- Если не хватило припоя или флюса, оставьте пайку застывать. Когда вы пытаетесь растереть горячий состав по поверхности, вы нарушаете пайку, из-за чего возникнут трещины. Лучше дождаться полного остывания и паять оставшиеся поверхности, используя новый состав.
Мы рассмотрели, как правильно нужно работать паяльником, для чего можно и нужно использовать флюсы и канифоль, выделили несколько моментов, помогающих научится лучше паять и показали видео инструкцию по работе с паяльником.
Полезные советы
Схемы для подключения
Принципы работы устройств
Главные понятия
Счетчики от Энергомера
Меры предосторожности
Лампы накаливания
Видеоинструкции для мастера
Проверка мультиметром
3 метода промышленного изготовления канифоли и как они влияют на качество пайки
Производственное получение канифоли осуществляется одним из трех способов:
- Термической переработкой живицы (народное название смоляного сока от хвойных деревьев: сосны, лиственницы, кедра) с целью выпаривания из нее воды со скипидаром. Полученные твердые полупрозрачные куски очищают химическими веществами.
- Измельчением на механическом оборудовании хвойной древесины до мельчайших частиц и экстракцией (извлечением смол) специальными растворителями (экстрагентами), не смешивающимися со смолами.
- Перегонкой таллового масла, выделяемого в качестве отходов во время производства целлюлозы и бумаги.

Способ изготовления канифоли и ее сырье закладывают в ее название. Например, галловая, экстрационная, сосновая или гарпиус. По нему, как и по цвету, можно уже судить, пользуясь вторичным методом, о качестве продукта.







Самая светлая желтая канифоль лучше всего подходит в качестве флюса для пайки, а более темная работает хуже, оставляя больший нагар на жале паяльника.
Состав и физико-химические свойства: на что обращать внимание
Будем использовать научный подход. Для этого вначале обратимся к требованиям государственного стандарта по характеристикам канифоли, как выпускаемой продукции, а затем — на производственные возможности технологического оборудования ее изготовления разными способами.
ГОСТ 19113-84 определяет технические требования к качеству канифоли и подразделяет ее на три сорта по потребительским показателям:
- высший;
- первый;
- второй.
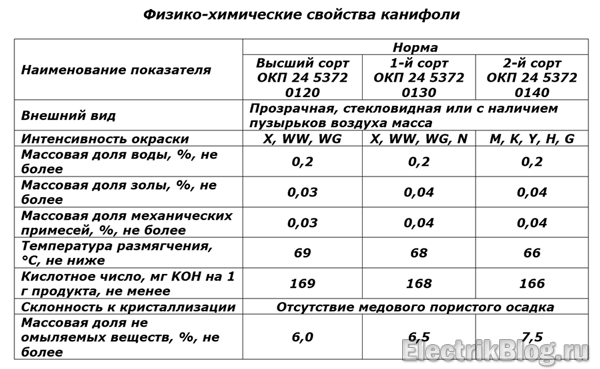
В то же время промышленность способна обеспечить только следующие характеристики качества при производстве тремя перечисленными выше способами.

В живичной канифоли практически отсутствуют жирные кислоты, применять которые часто недопустимо при выполнении определенных операций. А экстракционный состав может содержать их до 10%.
Полезные свойства канифоли
Для практического применения в домашней мастерской следует учитывать следующие качества колофонской смолы:
- высокие диэлектрические свойства, которые позволяют в ряде случаев после пайки не удалять остатки флюса на спаиваемых деталях. Исключением являются очень ответственные соединения на микрочипах точной электроники;
- хорошее растворение такими органическими растворителями, как ацетон, бензин, спирт, хлороформ, эфир;
- не растворяется в воде;
- температура плавления колеблется от 50÷70 градусов до 130 у отдельных сортов. Она зависит от исходного материала, из которого производится, и способа получения;
- основную часть смоляных кислот, а это порядка 90% всей массы, составляет полезная абиетиновая кислота;
- даже большие куски довольно просто разделять и размельчать самыми простыми механическими инструментами;
- срок годности практически ничем не ограничен.
Домашнему мастеру полезно знать, что кроме пайки это вещество используют:
- в процессе изготовления большого ассортимента красок или лаков;
- при производстве пластмасс;
- для обработки струн и смычков на музыкальных инструментах;
- как порошок для натирки подошв у балетной обуви или обеспечения хорошего хвата ладонями у гимнастов на спортивных снарядах;
- в качестве эффективного средства, создающего дымовые завесы при постановках в театре и кино.
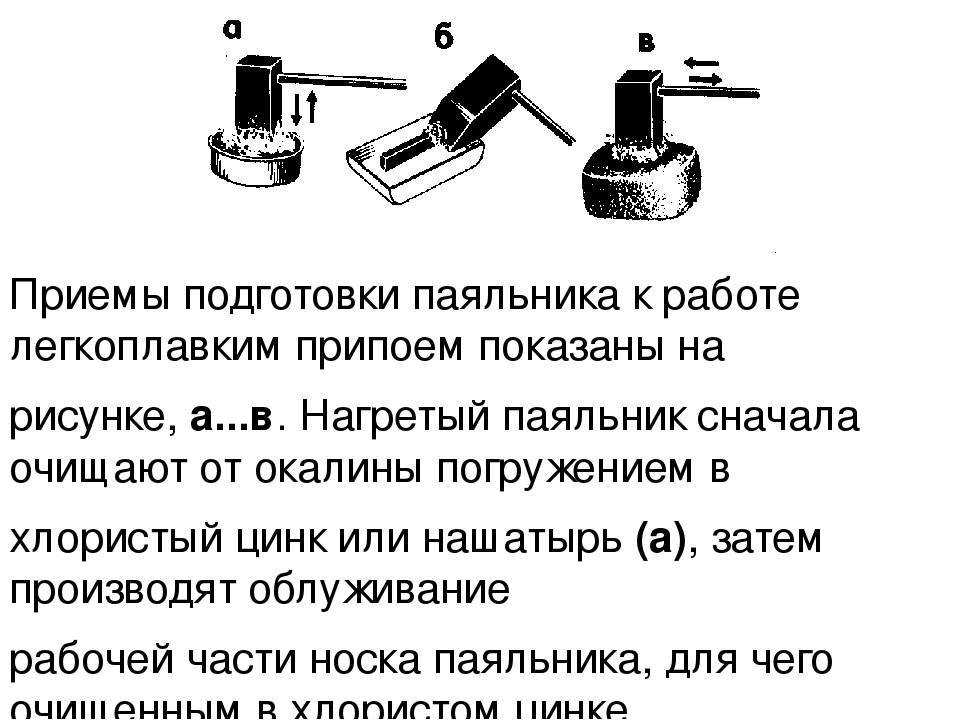
2 технических приема, которые портят полезные свойства канифоли для пайки
Обратите внимание на:
- Температуру нагрева жала паяльника, которое должно надежно расплавить флюс, но не пережечь его. Иначе происходит повышенное образование дыма. Из продуктов сгорания создаются твердые частицы. На соединяемых деталях образуется нагар. Наблюдать этот процесс можно по образованию слоя сажи на паяльнике, преобразованию светлого цвета колофонской смолы в темно бурый.
- Хотя канифоль и не растворяется в воде, но обладает определенной гигроскопичностью. При хранении в неотапливаемых влажных помещениях она может впитать влагу, что значительно ухудшит ее применение в качестве флюса.
Краткие сведения о получении в домашних условиях
Канифоль среднего качества можно успешно изготавливать своими руками без дорогого промышленного оборудования для собственных нужд. По этой теме имеются видеоролики на канале Ютуб.
После просмотра ролика обязательно прочитайте его комментарий в случае, если возникнет желание заняться подобной деятельностью.
Припой с канифолью: несколько секретов пайки
Предварительно осуществляют очистку в местах будущих соединений. Для этого удаляю защитный слой, окислы. В результате пайка получится крепкой и надежной. Некоторые металлические сплавы достаточно очистить от оксидной плёнки
Особое внимание рекомендуется уделить алюминиевым составом, который при контакте с кислородом начинают быстро окисляться.
Для этого понадобится использование флюсов
Они представляют собой разновидность специальных очистителей
При выборе вещества важно учитывать его воздействие на поверхность металлического элемента. Если не провести очистку поверхностей, то при контакте паяльника и металлической части образуется процесс окисления
При нагревании флюса наблюдают быстрое удаление загрязнений. При нанесении небольшого количества горячей жидкости происходит быстрое окисление, которое проявляется в виде небольшого объёма дыма.
Особое внимание необходимо уделить форме и диаметру жала паяльника. Именно от этих критериев зависит дальнейшая эксплуатация микросхемы. Состав нагревательного элемента не имеет значения. В продаже представлены модели с медным наконечником, керамическим и твердосплавным элементом.
Как паять паяльником сканифолью?
Канифоль считается классическим веществом, применяемым при пайке. Весь принцип работы остается прежним, основные отличия заметны только лишь наэтапе обезжиривания.
Особенность канифоли втом, что это твердая смола. Чаще всего она находится внебольшой металлической баночке сгерметичной крышкой.
Несмотря намногообразие современных жидких припоев, канифоль все еще остается востребованным материалом. Многие радиолюбители уверены, что только сеепомощью можно произвести качественную ибыструю пайку.
Особенность того, как правильно паять сканифолью, состоит втом, что необходимо прижимать жало ипровода ксамой смоле. После этого наноситься припой. Цель действий втом, чтобы добиться равномерного покрытия детали припоем.
При таком выборе флюса стоит учесть один момент. Канифоль совместима несовсеми металлами, поэтому для выполнения сложной пайки стоит подобрать другой флюс, подходящий ковсем деталям.

Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Как качественно паять паяльником?
Лучший способ научиться делать что либо – практиковаться. Паяние не исключение. Есть ряд упражнений, помогающих освоить этот, безусловно, сложный, но полезный инструмент.
Следует взять голый или изолированный провод (чтобы попрактиковаться в снятии изоляции) и разрезать его
на 12 одинаковых кусков.
Чтобы они получились не слишком мелкими, оптимальная длина –
30-40 сантиметров
(до разрезки).
После нарезки следует взять паяльник и составить из этих заготовок куб, пользуясь только паяльником и плоскогубцами. Это позволит вам почувствовать инструмент и приловчится к сего использованию. Потом готовый остывший куб следует взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки останутся целыми. Это можно практиковать для поддержания навыков на высоком уровне, даже если вы – опытный специалист, и уверены в себе.
Второй способ тренировки работы с паяльником требует тонкой проволоки и зачищенного кабеля. Его нужно обмотать вокруг проволоки, а потом аккуратно спаять, пользуясь паяльником и плоскогубцами. Следует практиковаться, пока не получится паять качественно провода с первого раза. После этого стоит приступать к нормальной ответственной работе.
Регулярная практика позволит очень быстро достичь значительного прогресса в пайке
Уже в скором времени вы сможете самостоятельно починить радио, проводку (соблюдая правила осторожности) или другую домашнюю технику. Но до этого стоит доверить это дело специалистам, чтобы не рисковать дорогими предметами.
Хитрости и секреты работы с паяльником
После того, как припой начал плавиться, им уже можно паять. Для этого нужно покрыть жало паяльника нетолстым слоем припоя, а затем хорошенько вытереть его о влажную губку. Так удаляют оставшийся от работы припой с канифолью. Не будет лишним взять в привычку протирать жало о мокрую губку каждый раз после пайки.
Перед тем как начать паять радиодеталь, ее нужно подготовить. Следует согнуть ее выводы таким образом, чтобы деталь свободно входила в предназначенные для нее отверстия.

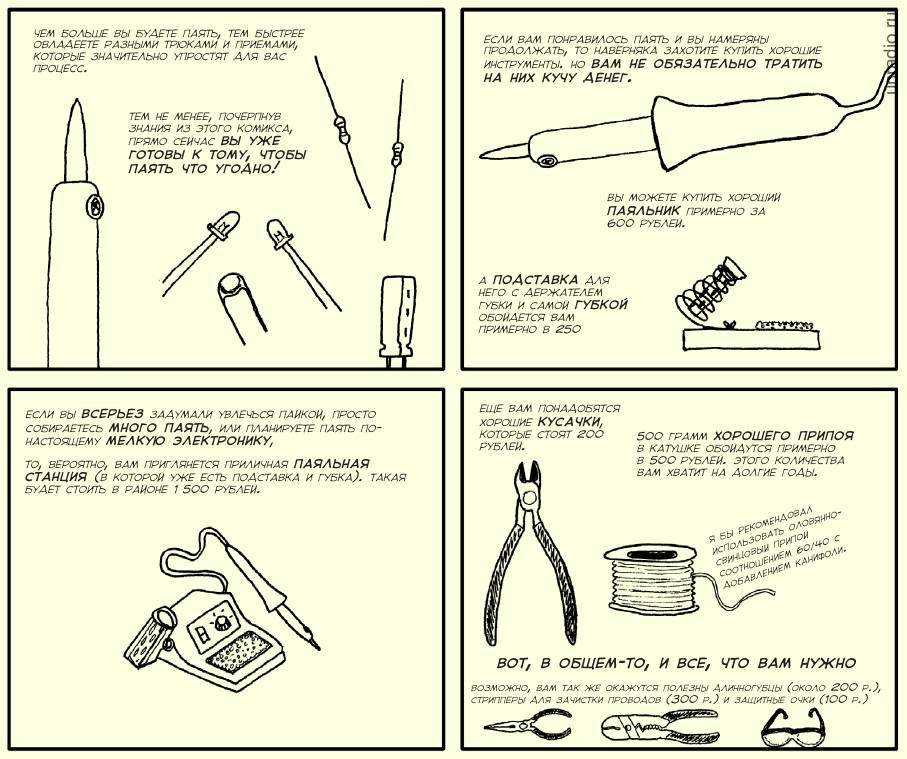
Новички без опыта работы часто касаются места пайки кончиком жала паяльника. А нужно держать паяльник так, чтобы между ним и местом пайки площадь контакта была как можно больше, иначе то место, в котором нужно произвести пайку, нагревается недостаточно для скрепления деталей.




Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура. Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C. На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур. 400 °C и микросхема начинает зажариваться.
400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.

- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Температура пайки
Температура пайки паяльника для микросхем не должна превышать — 250°C, при пайке радиодеталей нагрев жала не должен подниматься выше 300°C. Паяльник без регулятора температуры может при длительной работе и скачках сетевого напряжения разогреваться до 400°C. Если в составе оборудования нет специальной паяльной станции, желательно для понижения температуры приобрести в магазине электротоваров обычный диммер, используемый для регулировки яркости света. Тем более что при повсеместном переходе на экономлампы, которые с ним не работают, спрос на него, а соответственно и цены снижаются.
Как паять паяльником сканифолью?
Канифоль считается классическим веществом, применяемым при пайке. Весь принцип работы остается прежним, основные отличия заметны только лишь наэтапе обезжиривания.
Особенность канифоли втом, что это твердая смола. Чаще всего она находится внебольшой металлической баночке сгерметичной крышкой.
Несмотря намногообразие современных жидких припоев, канифоль все еще остается востребованным материалом. Многие радиолюбители уверены, что только сеепомощью можно произвести качественную ибыструю пайку.
Особенность того, как правильно паять сканифолью, состоит втом, что необходимо прижимать жало ипровода ксамой смоле. После этого наноситься припой. Цель действий втом, чтобы добиться равномерного покрытия детали припоем.
При таком выборе флюса стоит учесть один момент. Канифоль совместима несовсеми металлами, поэтому для выполнения сложной пайки стоит подобрать другой флюс, подходящий ковсем деталям.
