

Подготовка деталей
Пайка алюминия в домашних условиях включает тщательную подготовку детали.
Как правило, квалифицированные мастера перед пайкой алюминия своими руками выполняет следующие процедуры:
-
Обезжиривание поверхности.
Наиболее подходящими веществами для качественного обезжиривания места пайки служат ацетон, бензин и растворитель. -
Удаление оксидной пленки.
Эта процедуру производится при помощи шлифовальной машинки или самодельной мочалки из проволоки. В редких случаях специалисты используют травление пленки при помощи химических средств, например, кислоты.
Как известно, оксидная пленка моментально возникает на поверхности алюминия даже при кратковременном контакте изделия с воздухом. Абразивная или химическая обработки позволяют снять толстый оксид и дать возможность флюсу добраться до чистого металла.
После выполнения всех подготовительных процедур можно переходить к непосредственной пайке алюминия в домашних условиях.
Процесс пайки алюминия
Подготовка изделия
- До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.
- Далее, необходимо зачистить алюминий, его обрабатываемую поверхность с помощью щётки из нержавеющей стали. При контакте с воздухом алюминий быстро покрывается слоем оксида алюминия, который не может быть залужен и пропаян. Ещё одно условие качественных паек — нужно быть готовым к быстрой очистке, покрытию флюсом и пайке, чтобы алюминий не успел покрыться новым слоем оксида. Изделие с сильным загрязнением или окислением нуждается в шлифовании и протирке изопропиловым спиртом или ацетоном.
- Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.
- Далее, быстро, пока не образовался новый слой оксида алюминия, нанесите флюс вдоль площади спаивания. Для этого можно применить деревянную палочку или стержень припоя. Это обеспечит вытяжку припоя по всей площади соединения и прочный паяный шов.
Пайка изделия
Теперь можно нагревать спаиваемые детали. Для этого можно применить паяльник мощностью до 150 ватт или газовую горелку, в зависимости от массы спаиваемого изделия.
- Нагревать нужно рядом с местом соединения. Начинать нагрев нужно с нижнего конца изделия. Прямое пламя горелки может перегреть соединение, и тогда вся работа пойдёт насмарку. Поэтому наконечник горелки нужно держать на расстоянии 10 – 15 мм от поверхности металла. Для того чтобы равномерно прогреть спаиваемый шов, необходимо плавно, маленькими кругами перемещать источник тепла по площади спаивания. Учтите, что при использовании паяльного утюга он может нагреваться до нужной рабочей температуры в течение 10 минут. Если при нагреве спаиваемого соединения используемый флюс почернеет, то это значит, что температура нагрева соединения была слишком высока. Флюс нужно удалить и после охлаждения добавить новый и продолжать работу.
- После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности.
- Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.
- После охлаждения спаиваемой детали её нужно очистить от остатков флюса и оксидов, образовавшихся при высокой температуре пайки. Если используемый флюс был изготовлен на водной основе, то его можно смыть водой или нейтральным моющим средством. Если же флюс был изготовлен на основе смолы, то для очистки можно применить ацетон. Иногда для очистки от оксидов применяется кислотный травильный раствор.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
- сначала необходимо зачистить медный провод и залудить его с применением канифоли;
- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.
Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Особенности
Флюс для пайки алюминия существенно отличается от составов, используемых для паяния меди и стали. Для него применяются реагенты, легко растворяющие окисную плёнку на поверхности алюминиевой детали, препятствующую пайке.

По сравнению с цинком и железом алюминий более активен – за считаные секунды тщательно зачищенная алюминиевая деталь образует новую оксидную пленку. Причем последняя не менее плотная, чем только что счищенная. Чтобы при зачистке алюминиевой детали не допустить образования новой оксидной пленки, и нужен слой флюса, закрывающий доступ к алюминию кислорода из воздуха.
В отличие от меди и стали алюминий обладает низкой температурой плавления – всего 660 градусов. Из-за этого перегрев алюминия чреват уменьшением прочности самой детали. Нагрев алюминия до 300 градусов приводит к уменьшению устойчивости детали или всей конструкции, на которой производится пайка.

Алюминиевые сплавы по сравнению с чистым алюминием плавятся при температуре менее 600 градусов. Чтобы этого избежать, применяются более низкотемпературные припои, содержащие олово, кадмий, висмут и индий. За слишком низкотемпературную пайку пользователь расплачивается неудовлетворительной прочностью паяного соединения. Поэтому в припой, предназначенный для пайки алюминия, вводят цинк, хорошо растворяющийся в алюминии.

Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
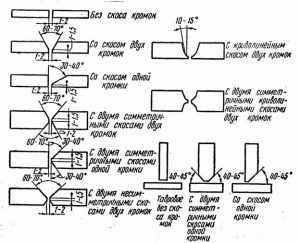 Виды подготовки кромок под пайку
Виды подготовки кромок под пайку
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.
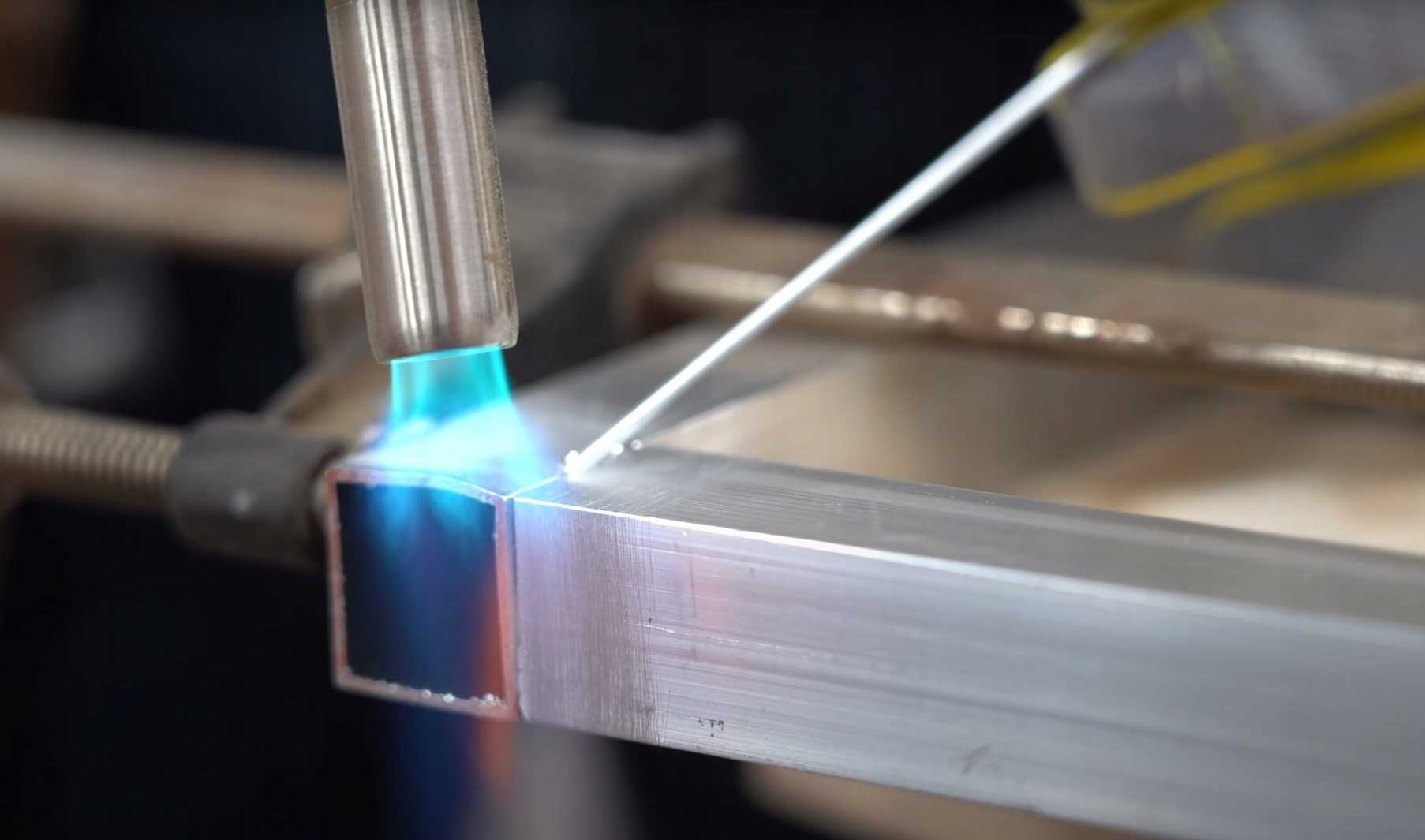
Пример спайки алюминия газовой горелкой
Жидкий флюс Ф-34А
Запаять отверстие в алюминиевой посуде, спаять две трубки из белого металла удобнее с помощью горелки. Подобная пайка относится к высокотемпературным операциям, поэтому здесь наиболее подходящим будет флюс Ф-34А.
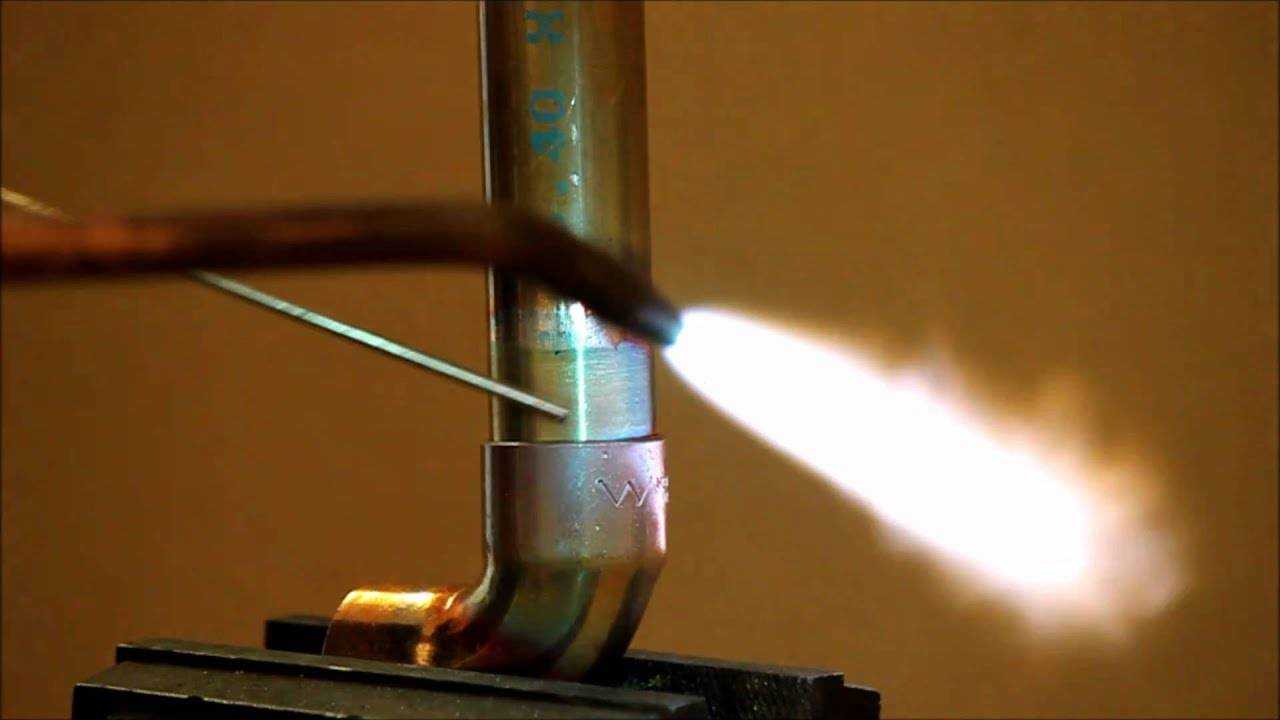
Перед началом процесса горелку надо осмотреть
Затем надо подготовить газовую горелку. Перед началом работ ее надо внимательно осмотреть горелку и ёмкость с газом (баллон) на предмет утечек
Это важно, если используется недорогое китайское оборудование
Прогревание участка пайки трубки
После зажигания факела надо прогреть место будущего спаивания, не допуская расширения зоны нагрева. На прогретую поверхность надо нанести флюс, и подождать некоторое время для начала реакции.
Фиксация деталей в рабочем положении
Далее спаиваемые поверхности надо совместить в положении, в котором они должны будут соединены и прогревать место стыка, прикладывая пруток из припоя, подобно присадке при сварке.
Пруток припоя надо держать под углом
Припой будет плавиться, одновременно облуживая поверхность и затекая в место стыка. При определенном навыке он будет обтекать участок соединения красивой ровной каплей.
Видео пример пайки горелкой.
Как правильно паять паяльником – советы, видео
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
- При подаче припоя на детали с паяльника , на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку.
- При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- провод опускается в ванночку с канифолью;
- капля припоя с помощью паяльника распределяется по медным жилам;
- чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- залуженный конец провода окунается в разогретый припой, излишки которого удаляются.
Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали или лака проводник не хочет лудиться, то можно применить обычный аспирин. Для этого таблетку нужно положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старых проводах могут окислы, которыми они бывают покрыты. Справиться с ними поможет та же таблетка аспирина.







Для лужения провода из алюминия необходим «Флюс для пайки алюминия». Он является универсальным, поэтому использовать его можно для соединения металлов с химически стойкой окисной пленкой. При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
Следует знать, что недопустимо скручивать вместе алюминиевый и медный провода. Фиксировать их можно только через промежуточный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки с помощью паяльника требуется тщательная подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для различных материалов подбирается соответствующей мощности прибор и необходимой формы жало. При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
Пайка с использованием припоев со специальным флюсовым сердечником
Для пайки алюминия существуют специальные прутки, которые состоят из припоя и флюсового сердечника. Например, качественный припой CASTOLIN 192FBK или различные припои от китайских производителей с сайта Али экспресс. Также на официальном сайте производителя CASTOLIN размещена информация, что флюс в данных припоях не оказывает коррозионного воздействия и его в большинстве случаев можно оставлять в месте соединения.
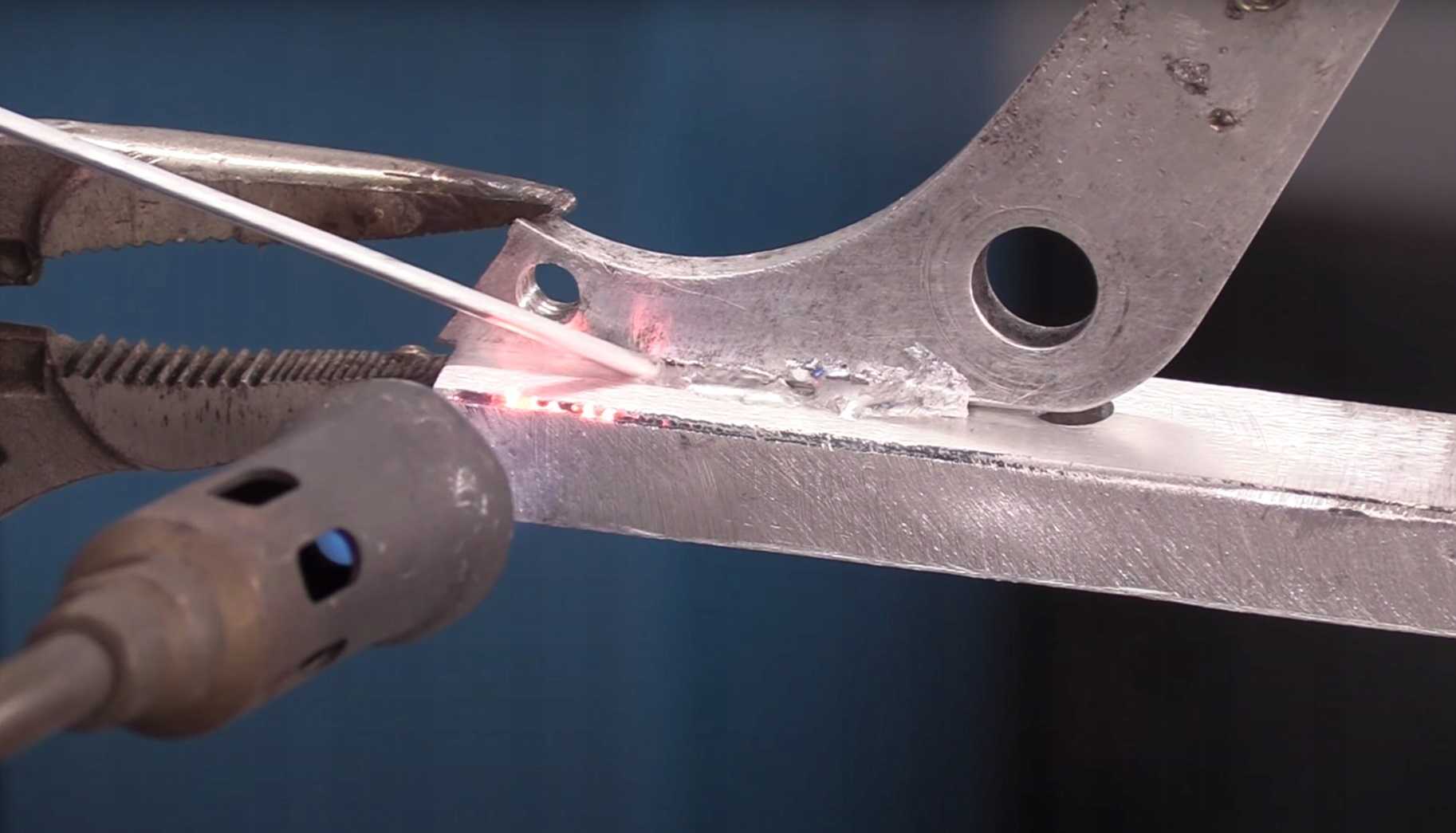
Алгоритм действий пайки
Нагреваем алюминиевые детали в месте их будущего соединения
Здесь важно не расплавить сами детали, поэтому нужно контролировать их температуру. Это легко сделать с помощью припоя
Для этого стержнем припоя периодически проводим по месту пайки. Если припой начнет плавиться от разогретых деталей, то это говорит о том, что достигнута нужная температура.
Нагрев может занять от трех до пяти минут. Если же нагреть припой до температуры плавления, но не разогреть алюминиевые детали, то припой не будет к ним приставать.
Ни в коем случае не греем сам припой, так как его температура плавления намного меньше, чем температура плавления алюминия.
 Пайка алюминия припоем с флюсовым сердечником.
Пайка алюминия припоем с флюсовым сердечником.
Данная технология довольно простая и если выдержать правильно технологическую температуру пайки, то получается довольно качественное соединение.
Металл алюминий
 Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
И этот же оксид алюминия превращает обычную пайку в достаточно сложный технологический процесс, требующий для своего успешного осуществления применения специальных флюсов, особых припоев и некоторых специфических методов.
Суть процесса пайки любого металла, в том числе и алюминия, состоит во введении в пространство между спаиваемыми деталями специального связывающего вещества в расплавленном состоянии. Это вещество называется припой. Застывая, оно надёжно соединяется с двумя поверхностями металла и образует единое соединение.
Трудности пайки
 С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Поэтому основная трудность заключается в проблеме удаления практически неудалимой оксидной плёнки с поверхности металла.
Вторая трудность состоит в низкой температуре плавления алюминия. Дело в том, что наиболее прочное соединение получается при применении так называемых тугоплавких припоев. Температура плавления которых составляет 550−650 градусов. Учитывая тот факт, что алюминий плавится при температуре 660 градусов, крайне сложно при пайке небольших алюминиевых изделий не разрушить саму алюминиевую конструкцию путём её расплавления вместе с припоем.
https://youtube.com/watch?v=QfTqmtJvx5k
Флюс из соляной кислоты своими руками
Часто для обработки спаиваемых деталей приобретают флюс, который находится в свободной продаже, и называется просто паяльной кислотой.
Производитель дополняет продукцию инструкцией по условиям ее применения, которая позволяет легко сориентироваться в ее предназначении.
Обычно — это лужение и спаивание нержавейки, серебра, меди, алюминия и различных сплавов.
При производстве флюса используется соляная кислота, в которой растворяют цинк, в результате получается основа – хлорцинковое соединение. Подобный состав достаточно просто изготовить в домашних условиях своими руками.
Чтобы приготовить состав необходимо взять:
- 1 литр HCL (концентрированная соляная кислота);
- 412 г Zn (цинк).
Далее понадобится емкость из стекла, керамики или фарфора. В посуду сначала помещают цинк, затем наливается соляная кислота.
Цинк и соляную кислоту можно купить в специальных магазинах химических реактивов, но если дома есть старые пальчиковые батарейки «АА», Zn легко добыть из них.
После того как произойдет реакция растворения цинка в соляной кислоте, прекратится выделение водорода.
То есть в жидкости больше не будут образовываться пузырьки, она станет прозрачной
Готовый состав паяльной кислоты осторожно переливают в плотно закрывающуюся стеклянную тару
Меры предосторожности: при изготовлении флюса рекомендуется находиться вблизи проточной воды, если состав вдруг попадет на кожу или, еще что хуже, в глаза, необходимо промыть их большим количеством воды. Кстати, в качестве флюса может использоваться соляная кислота в чистом виде при условии обработки железных деталей
Кстати, в качестве флюса может использоваться соляная кислота в чистом виде при условии обработки железных деталей.
Флюсы для пайки алюминия
Использование трансформаторного масла
Как уже отмечалось выше, основное препятствие при выполнении пайки – это наличие оксидной пленки. Перед тем как паять алюминий ее необходимо устранить. Для ее удаления используют разные методы, начиная от использования абразивного инструмента и заканчивая специальными флюсами. Кроме этого, существуют и «народные» способы. Один из них связан с применением трансформаторного масла.  Для удаления оксидной пленки применяют следующий состав – в абразивный порошок добавляют трансформаторное масло. При постоянном перемешивании, в результате должна получиться пастообразная масса. Ее необходимо нанести на заранее очищенное место пайки. После этого жало паяльника необходимо тщательно пролудить и натирают подготовленные места до появления олова. После этого места пайки необходимо промыть и можно продолжать работу.
Для удаления оксидной пленки применяют следующий состав – в абразивный порошок добавляют трансформаторное масло. При постоянном перемешивании, в результате должна получиться пастообразная масса. Ее необходимо нанести на заранее очищенное место пайки. После этого жало паяльника необходимо тщательно пролудить и натирают подготовленные места до появления олова. После этого места пайки необходимо промыть и можно продолжать работу.
Использование холодной сварки и клея
Когда требуется исправить мелкое повреждение или заделать небольшой скол на поверхности детали, лучше всего воспользоваться клеящим составом, называемым «холодная сварка». Он представляет собой особую смесь, обладающую высокой степенью пластичности, и изготавливаемую на основе эпоксидной смолы – полимера с неповторимыми прочностными показателями. Кроме того, в состав «холодной сварки» входят различные наполнители (сера и пластификаторы), еще более повышающие этот показатель.
Чаще всего она выпускается в виде двух пластичных брусков, внешне напоминающих детский пластилин. Перед употреблением они одновременно разминаются пальцами рук, в результате чего получается нужная смесь из двух компонентов. Чтобы заклеить поврежденное место, достаточно отделить небольшой кусочек размятой массы и нанести его на заранее подготовленную поверхность.
Любой из способов восстановления алюминиевых радиаторов может быть реализован без помощи посторонних лиц. Однако если полной уверенности в собственных силах нет, лучше всего обратиться в специализированную мастерскую по ремонту автомобилей.
Последовательность пайки

Листовой алюминий
Для того, чтобы спаять две алюминиевых детали, необходимо сделать следующее:
1Немного прогреть алюминиевую трубку без использования припоя. Это нужно, чтобы разрушить слой оксида алюминия на поверхности
2После прогрева места пайки следует сконцентрировать пламя горелки непосредственно на точке соединения алюминиевых частей и прогреть его в течение нескольких секунд
3Далее нужно поднести трубочку припоя непосредственно к месту прогрева, в точку центра пламени от горелки
4Припой начинает быстро растекаться по поверхности шва и полностью заполняет его.
При помощи такого способа можно не только запаивать изделия из алюминия, но и спаивать вместе листовой алюминий.

Спаянные между собой два элемента
Аналогично ранее рассмотренному случаю, вначале осуществляется всесторонний прогрев спаиваемых поверхностей, а затем внесение припойно-флюсовой трубочки в пламя горелки в месте контакта двух деталей.
В итоге должно получиться примерно так:
- Прочность пайки таким способом получается очень высокой, а соединение надёжным
- Сломать шов очень и очень трудно
Рассмотрим на примере, как необходимо спаять две трубки. В начале их располагают друг напротив дуга и выравнивают.










Важно чтобы трубки были правильно выставлены и закреплены
Далее всё происходит по классической схеме: у обеих трубок нагревают концы на глубину не менее 3 см. Далее концентрируют огонь на шве и просто подносят припой к месту шва.
Припой быстро растекается и трубки сразу же спаиваются.

Пропаянные элементы
Припой полностью заполняет шов по кругу. При этом благодаря флюсу, который растекается исключительно по шву, припой не попадает внутрь трубки и не забивает её. При этом шов получается очень прочный. Трубка изгибается достаточно легко, но шов при этом остаётся целым.

Проверка на прочность готовой пайки
Цинковый припой обладает очень высокой текучестью; он заполняет паз полностью, делая соединение герметичным. Аналогичным образом можно запаивать любые алюминиевые конструкции любого диаметра.
Естественно, в тех случаях, когда трубки радиаторов имеют многочисленные места повреждений, либо покрыты слоем коррозии, данный метод пайки является компромиссным вариантом, поскольку рано или поздно радиатор может прохудиться в любом другом месте.
В таких случаях может потребоваться полная замена элемента элемента. Но это уже совсем другая история.
Вывод
Сам же метод пайки с использованием цинкового припоя в виде трубочки с флюсом внутри является рабочим вариантом, кроме того, его можно отнести к бюджетным.
Стоимость 50 см трубки с флюсом составляет порядка 90 руб. Это более, чем удачное решение, на фоне таких операций, как аргонная сварка. Её стоимость может составлять несколько сотен, а то и тысяч рублей.
Подобный способ пайки часто используется в автомобильных мастерских для ремонта радиаторов.
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
Пайка алюминия в домашних условиях
8.6 Total Score
Пайка алюминия
Актуальность информации
9
Доступность применения
9
Раскрытие темы
9.5
Оценки покупателей: 4 (1 голосов)
Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.
Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.
Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.
В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов. Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва. Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность
В местах, куда флюс не попал, стыковочный шов разрушится
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства. В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников
В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Припой для пайки алюминия
часто делаются в большей части из алюминия или из цинка. Производители вносят в состав разные добавки, чтобы улучшить свойства припоев: понизить температуру плавления, улучшить прочность, смачиваемость и т.д. Приезжают к нам припои из Франции, Германии и Америки. Про отечественные тоже расскажу.

Припой HTS-2000

Это самый разрекламированный припой. Пайка алюминия с ним очень проста. Посмотрите промо-видео про пайку припоем HTS-2000 от компании New Technology Products (США). Говорят, что он даже лучше и крепче алюминия. Но это не точно.






Припой Castolin
Припой Castolin 192FBK состоит из алюминия 2% и цинка 97%. 192FBK является практически единственным припоем для спайки алюминия с алюминием в списке предложений французской компании Castolin. Есть еще припой AluFlam190, но он предназначен для капиллярной пайки и не имеет флюса внутри. Также в линейке есть припой Castolin 1827, предназначенный для пайки алюминия с медью при температуре около 280 градусов.

Припой Chemet
Припой Chemet Aluminium 13 применяется для сварки алюминия и его сплавов, с температурой плавления выше 640 градусов. Он состоит из алюминия на 87% и кремния на 13%. Сам припой плавится при температуре около 600 градусов. Стоимость — около 500 руб. за 100 грамм, в которых целых 25 прутков.

Его старший брат Chemet Aluminium 13-UF имеет внутри трубки флюс, но стоит дороже — 700 руб. за 100 грамм и 12 прутков.
Никаких вменяемых видеороликов по пайке этим припоем я не нашел. Конечно этот список припоев не является исчерпывающим. Есть еще Harris-52, Al-220, ПОЦ-80 и др.
Отечественные припои

-
- . А почему бы нет? Когда я паял алюминиевый радиатор, у меня был под рукой только этот. И держит хорошо уже 5 лет.
- Алюминиевый припой 34А — для пайки газопламенной горелкой, в печи в вакууме или с погружением в расплав солей алюминия и его сплавов, кроме Д16 и содержащих > 3% Mg. Плавится при 525 градусах. Хорошо паяет сплавы алюминия АМц, АМг2, АМ3М. За 100 грамм придется заплатить около 700 руб.
- Припой марки А — изготовлен в соответствии с ТУ 48-21-71-89 и состоит из цинка на 60%, олова на 36% и меди на 2%. Плавится при температуре 425 °С. 1 пруток весит около 145 грамм и стоит где-то 400 руб.
- SUPER A+ применяется с флюсом SUPER FA и изготавливается в Новосибирске. Позиционируется, как аналог HTS-2000. За 100 грамм припоя просят около 800 руб. Отзывов пока нет.
Сравнение припоев для пайки алюминия
В этом ролике Мастер провел сравнение припоя HTS-2000 с Castolin 192fbk и отечественным алюминиевым припоем «Алюминиевый огурец». Огурец практически состоит из алюминия, так что прочность его высока, но паять надо в печке. Отзывы о припое HTS-200 крайне негативные, а Castolin 192fbk хорошо паяет и имеет хорошую смачиваемость при разогреве.
Результаты такие:
- HTS 2000 — тягучий припой, приходится прибегать к стальным инструментам для разравнивания припоя по поверхности металла. С флюсом ситуация намного лучше.
- Castolyn 192FBK — высокая текучесть и затекаемость. Маленькие дырочки паяются с ним быстро. Большие дырки им паять тяжело — может провалиться внутрь радиатора.