
Как правильно паять с помощью горелки
Без подготовки места соединения не обойтись, как и при пайке паяльником. Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем надо закрепить детали с помощью любого кондуктора – будь то струбцины или тиски.
При работе с горелкой, алюминиевые заготовки разогреются по всей поверхности. А учитывая высокую теплопроводность металла – на деталях просто не будет места, за которое можно взяться рукой, даже в защитных перчатках.
Рабочая зона должна быть очищена от легковоспламеняющихся предметов и жидкостей. Обеспечьте интенсивное проветривание – даже без едких выделений, нагретые флюсы источают неприятный запах. Позаботьтесь о средствах пожаротушения.
Надо приготовить проволочный припой с запасом по длине. Вы не сможете использовать каждый прутик полностью, остается 10% длины на удержание припоя. А бросать нагрев, и идти за новой упаковкой – нерационально.
Важно! Более качественный шов получается при непрерывной пайке. Если вы прервали процесс (вынужденно), перед продолжением работ полностью прогрейте все место спайки, в том числе уже застывший припой
Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Пламя горелки всегда направлено в сторону от вас. На его пути не должно быть никаких предметов.
Допускается изменение цвета алюминиевой заготовки до ярко-оранжевого. Металл не расплавится, а при нагреве до максимальной температуры припой будет ложиться более равномерно.

Обязательно использование флюса. Есть проверенные составы на основе хлоридов лития и калия, а также хлористого цинка. Это такие марки, как Ф-59А, Ф-61А, Ф-64А. Для более высокотемпературной пайки лучше использовать Ф-34А. В нем присутствует фторид натрия.
Флюс для пайки алюминия можно приготовить своими руками. Однако делать это не рекомендуется, поскольку в его состав обязательно входят едкие вещества. Лучше приобрести готовый состав в магазине.
Важно! Вдыхать пары флюса при пайке очень вредно. Воспользуйтесь респиратором или портативной вытяжкой.
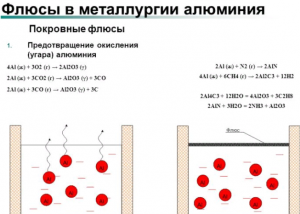
Виды флюсов
 Основные трудности при выполнении пайки алюминиевых изделий связаны с возникновением на поверхности окисной плёнки. Её можно удалять механическим путём с использованием щётки с железным ворсом или скребка, но она сразу же образуется снова. Поэтому необходим активный флюс для алюминия, способный разрушить плёнку и создать условия для соединения материала изделия с припоем.
Основные трудности при выполнении пайки алюминиевых изделий связаны с возникновением на поверхности окисной плёнки. Её можно удалять механическим путём с использованием щётки с железным ворсом или скребка, но она сразу же образуется снова. Поэтому необходим активный флюс для алюминия, способный разрушить плёнку и создать условия для соединения материала изделия с припоем.
Своими руками изготовить флюс трудно. Лучше воспользоваться готовыми. Предварительно следует изучить назначение и характеристики и выбрать подходящий состав. Наиболее употребительные активные флюсы:
- Ф-64. Хорошо разрушает окисную плёнку, годится для работы и с другими материалами: медью, бронзой, оцинкованным железом.
- Ф-34А. Этот состав применяется для пайки тугоплавкими припоями. Температура плавления 420 °C.
- Ф-61. Производится на основе фторборатов, рабочая температура (250—350 °C). Применяется для лужения или низкотемпературной пайки.
- Castolin Alutin 51 L. Жидкий флюс подходит для мягкой пайки. Хорошо работает при соединениях меди и алюминия, рекомендуется для припоев Castolin 1827, Castolin 51, Castolin 157.
Пары флюсов вредны. Чтобы не вдыхать их, при пайке нужно пользоваться респиратором.
Особенности процесса
Поверхность алюминиевых деталей покрыта оксидной плёнкой, которая обладает высокой химической стойкостью, а также температурой плавления выше в 2 раза, чем чистого металла. В интервале от +250С до +300С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +500С.
При пайке соединяемые детали под наружным слоем начинают плавится. Поэтому пайщику нужно устранить негативное влияние оксидного слоя. Принцип всех способов основан на удалении плёнки, а также повышении адгезионных свойств.
Методы удаления оксидного слоя:
- механический — использование абразивных инструментов для зачистки;
- химический — применение флюсов со специальными составами;
- электрохимический — основан на процессах электролиза.
Оба способа проводятся только в среде с отсутствием доступа кислорода.
Технология пайки алюминия своими руками
Процесс пайки алюминия в домашних условиях нисколько не отличается от соединения других металлов. Начинается все с подготовки, включающей зачистку и обезжиривание мест стыковки. Элементы конструкции размещаются в нужном положении, и происходит фиксация деталей.
Очищенная зона металла покрывается флюсом для разрушения оксидной пленки, которая препятствует попаданию припоя на алюминиевые детали, или же используется стержень с содержанием активного флюса. Флюс наносится сразу после зачистки, с минимальным интервалом времени.
После этого соединяемые элементы нагревается электропаяльником либо горелкой. Благодаря теплопроводности алюминия тепло быстро распространяется по всей поверхности, но остывать деталь тоже будет быстро. С повышением температуры металла начинается плавление припоя, который постоянно находится в контакте с соединяемыми поверхностями.
Стержнем просто трут царапающими движениями по области спаивания, чтобы сплав вошел в контакт с алюминием.
При соблюдении технологии пайки качество соединения получается высоким и стойким к коррозии.
Горелки для пайки алюминия
Нужно знать, как паять газовой горелкой. Если площадь деталей большая и не хватает мощности паяльника, используют горелку. Лучше применять газовую, т. к. пайка алюминия газовой горелкой обладает большими возможностями. Горелка быстро разогревает место соединения деталей почти до температуры плавления алюминия. Флюс с припоем наносится на соединение, разравнивается жалом паяльника и отвердевает. Место соединения нужно обязательно промыть от остатков паяльной кислоты или другого флюса.

При работе с использованием горелок нужно соблюдать правила пожарной безопасности. Рядом не должны находиться горючие жидкости и материалы.
Выполнение сварки
Для качественного соединения деталей необходимо выполнить предварительную зачистку их поверхности от всевозможных загрязнений и оксидов, подготовить стыки. Дома этому будут способствовать различные растворители, на производстве — щелочные ванны.
Щелочную ванну можно приготовить самостоятельно, для этого понадобится:
- вода — 1 л;
- кальцинированная сода — 50 г;
- технический трехзамещенный фосфорнокислый натрий — 50 г;
- силикатный клей — 30 г.
Для улучшения очистки, щелочную жидкость необходимо подогреть до температуры 65°. После извлечения алюминиевой заготовки из ванны, нужно очистить предназначенные для соединения торцы специально предназначенной для этого металлической щеткой, с тонкой щетиной либо напильником.
Ручной труд вполне заменит шлифовальная машина. После очистки, элементы следует еще раз очистить растворителем.
Операция сварки предполагает использование постоянного тока обратной полярности, с величиной до 30 A на каждый миллиметр диаметра сварочного стержня. Повысит качество соединения, предварительный разогрев деталей до 300-400°.







Величина нагрева прямо пропорциональна толщине соединяемых конструкций. Однако если обработке подлежат крупногабаритные детали, нагреваются только предполагаемые для сварки торцы.
Обеспечить получение качественного валика помогут следующие операции:
- шов освобождается от сформировавшейся корки шлака;
- валик поливается горячей водой;
- очищается металлической щеткой.
Предупредить проявление коробления и кристаллизационных дефектов при сварке поможет медленное остывание сварного валика.
Припои, флюсы, материалы
 Можно применять для пайки алюминия олово, но только в тех случаях, если имеется высокоактивный флюс, а также произведена хорошая зачистка участков. Оловянные соединения необходимо дополнительно покрывать специальными составами, поскольку наблюдается плохая прочность и слабая защита от коррозии.
Можно применять для пайки алюминия олово, но только в тех случаях, если имеется высокоактивный флюс, а также произведена хорошая зачистка участков. Оловянные соединения необходимо дополнительно покрывать специальными составами, поскольку наблюдается плохая прочность и слабая защита от коррозии.
Очень хорошие паяные соединения можно получить, если использовать припой с кремнием, цинком, алюминием или медью. Такие материалы выпускаются как отечественными, так и зарубежными производителями. Русские марки припоев выпускаются под названием ЦОП40. Согласно ГОСТу они в своём составе имеют 60% олова и цинка 40%, ещё есть припой 34А. В его состав входит 66% алюминия, 6% кремния и 28% меди. Состав придаст хорошую прочность месту контакта и обеспечит надёжную устойчивость от коррозии. К иностранным составам относится HTS- 2000. Это средство очень удобно в применении.
Такие сплавы можно применять с крупногабаритными деталями, а также с высоким теплоотводом, если использовать грелку или предметы из алюминиевых сплавов, имеющие высокотемпературное плавление. Если никогда раньше не производили пайку предметов, тогда желательно посмотреть специальные обучающие видео, которые помогут ответить на многие вопросы.
Помимо припоев, необходимо использовать также специальные флюсы, которые имеют в своём составе цинк, фтор, бурат аммония, а также триэтаноламин и другие элементы. К популярным отечественным флюсам относится Ф64, который имеет хорошую химическую активность. Обычно это средство применяется даже без предварительной очистки деталей от оксидной плёнки. А также можно использовать 34А, который содержит в своём составе хлорид лития, цинка и калия, а также фторид натрия.
Методы пайки
Существует три способа пайки алюминиевых деталей:
- С канифолью;
- С помощью припоя;
- Электрохимический.
Пайка с канифолью
Такая технология используется для мелких предметов, кабелей и проводов. Участок электропровода под пайку зачищается и обрабатывается канифолью. Затем помещается на шлифовальное полотно средней зернистости и прижимается нагретым паяльником с залуженным концом. Операцию нужно повторить несколько раз, и уже после этого спаять провода. Допускается использование канифольного раствора в диэтиловом спирте.
Край паяльника не отводится от облуживаемого кабеля, а канифоль подается сверху.
Алюминиевые провода небольшого сечения позволяет соединить паяльник мощностью в 50 Вт. Для изделий сечением 1-2 мм потребуется устройство мощностью 100 Вт. Спаиваемые кабели диаметром свыше 2 мм предварительно прогреваются в месте стыковки.

С использованием припоя
Технология спаивания алюминиевых деталей с помощью припоя получила применение в электротехнике и при ремонте автомобилей. Перед спаиванием алюминиевые элементы в месте стыковки облуживаются и соединяются между собой, либо с другими металлами.
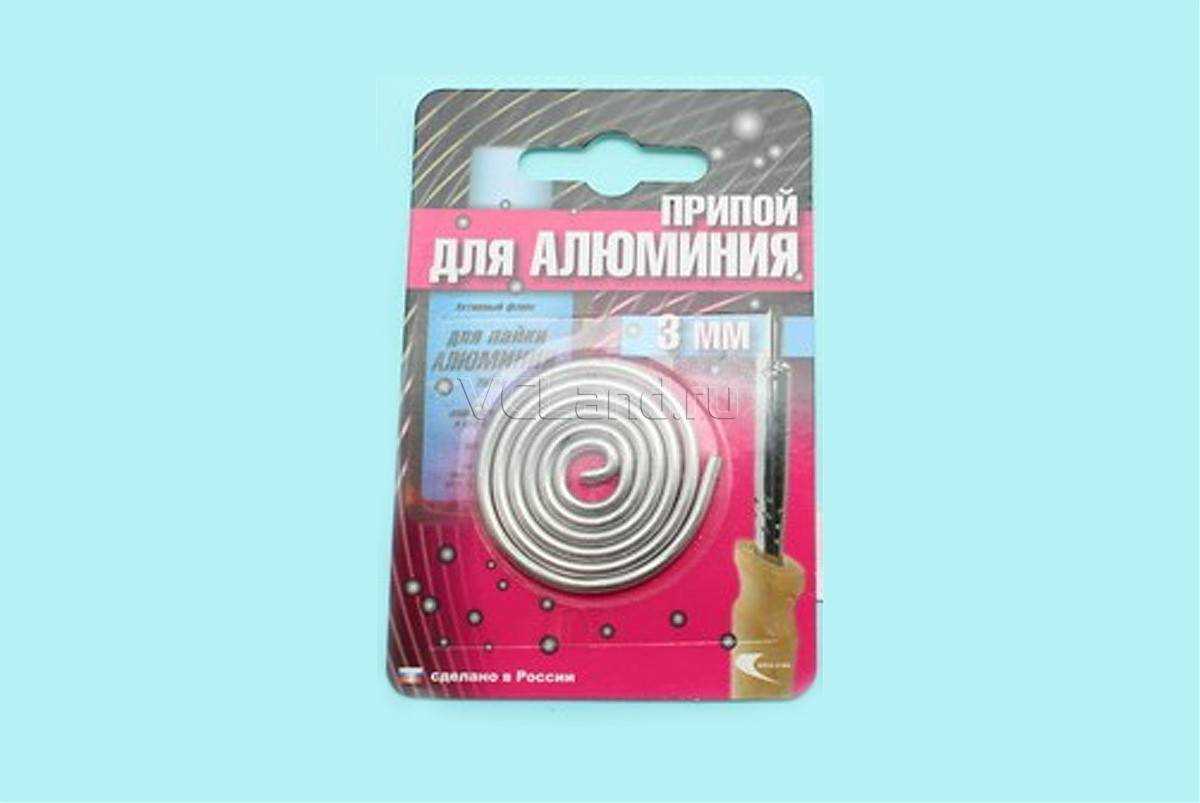
 Припой для алюминия
Припой для алюминия
Процесс пайки ведется легкосплавными припоями, включающими олово, цинк и кадмий. Также могут использоваться тугоплавкие сплавы на основе алюминия. Легкосплавные составы имеют преимущество в применении, потому что с ними можно паять алюминий с нагревом до 400°С.
Такой температурный режим не влечет изменений структуры и свойств металла, полностью сохраняется прочность алюминия. Сплавы кадмия и олова не обеспечивают в полной мере надежность контакта, подвержены коррозии. Тугоплавкие композиции с добавлением цинка и меди, или же сплавы кремния с алюминием таких недостатков не имеют. Наилучшая растворимость у алюминия — с припоями на основе цинкового сплава. Такое соединение получается надежным.
Электрохимическая пайка
Для реализации метода потребуется установка для гальванических покрытий. В ней стыкуемые поверхности деталей или проводов проходят омеднение. В случае отсутствия установки металл покрывают вручную. Шкуркой для шлифования зачищают область соединения и покрывают несколькими каплями жидкого медного купороса. К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
Это может быть аккумулятор, электровыпрямитель или батарейка. К положительному контакту подсоединяется зачищенный медный провод сечением около 1 мм, который находится в изолированной оболочке. Начнется процесс электролиза с медленным оседанием меди. После чего это место лудится и высушивается электропаяльником. Теперь уже можно и паять.
Один домашний способ, как паять алюминий паяльником
Нужно подготовить небольшую поверхность на алюминиевом изделии, просто зачистив её. На эту поверхность нанести несколько капель концентрированного раствора медного купороса. Алюминиевое изделие подключить, используя провод диаметром примерно 1 мм к источнику постоянного тока. Можно использовать алюминиевый провод. Другой медный провод свернуть так, чтобы получился небольшой диск. Другой конец этого провода подключить к «+» источнику постоянного тока.
В эту цепь можно последовательно включить обычную лампу накаливания на соответствующее напряжение. В качестве источника питания подойдёт трансформаторный выпрямитель от 3 до 12 вольт, аккумуляторная батарея или даже батарейка от карманного фонарика с напряжением 4,5 вольт.
https://youtube.com/watch?v=dKfu29OZnwo
После включения источника питания медный провод со свёрнутым диском подносится к месту пайки на небольшое расстояние и опускается в нанесённый ранее раствор медного купороса. Касаться самого алюминиевого изделия не нужно, ток должен течь через медный купорос. Загорается лампочка, и происходит электролитическое осаждение меди на поверхность алюминия. Через некоторое время медный купорос может закипеть и испариться. На его месте останется осаждённая медь. Потом этот участок можно залудить обычным способом и припаять к нему медный провод.
Предварительная обработка
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться. Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе. Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Использование подручных средств
Из подручных средств, чтобы запаять алюминий, применяют такие, как:
- Ацетилсалициловая и лимонная кислоты – таблетку аспирина или пакетик лимонной кислоты растворяют в 150-200 г. воды и используют полученный раствор в качестве простейшего жидкого флюса;
- Масло для смазки швейных машинок – с помощью масляной пленки очищенный механически участок рабочей поверхности детали защищают от образования пленки оксида.

Масло И-20 для швейных машинок
Таким образом, разобравшись в том, как просто спаять алюминий в домашних условиях, можно не только заделывать пробоины в старых кастрюлях и ведрах, но и заниматься дома или в гараже полноценным бизнесом по ремонту автомобильных радиаторов, батарей отопления, двигателей.
Инструменты для нагрева материала
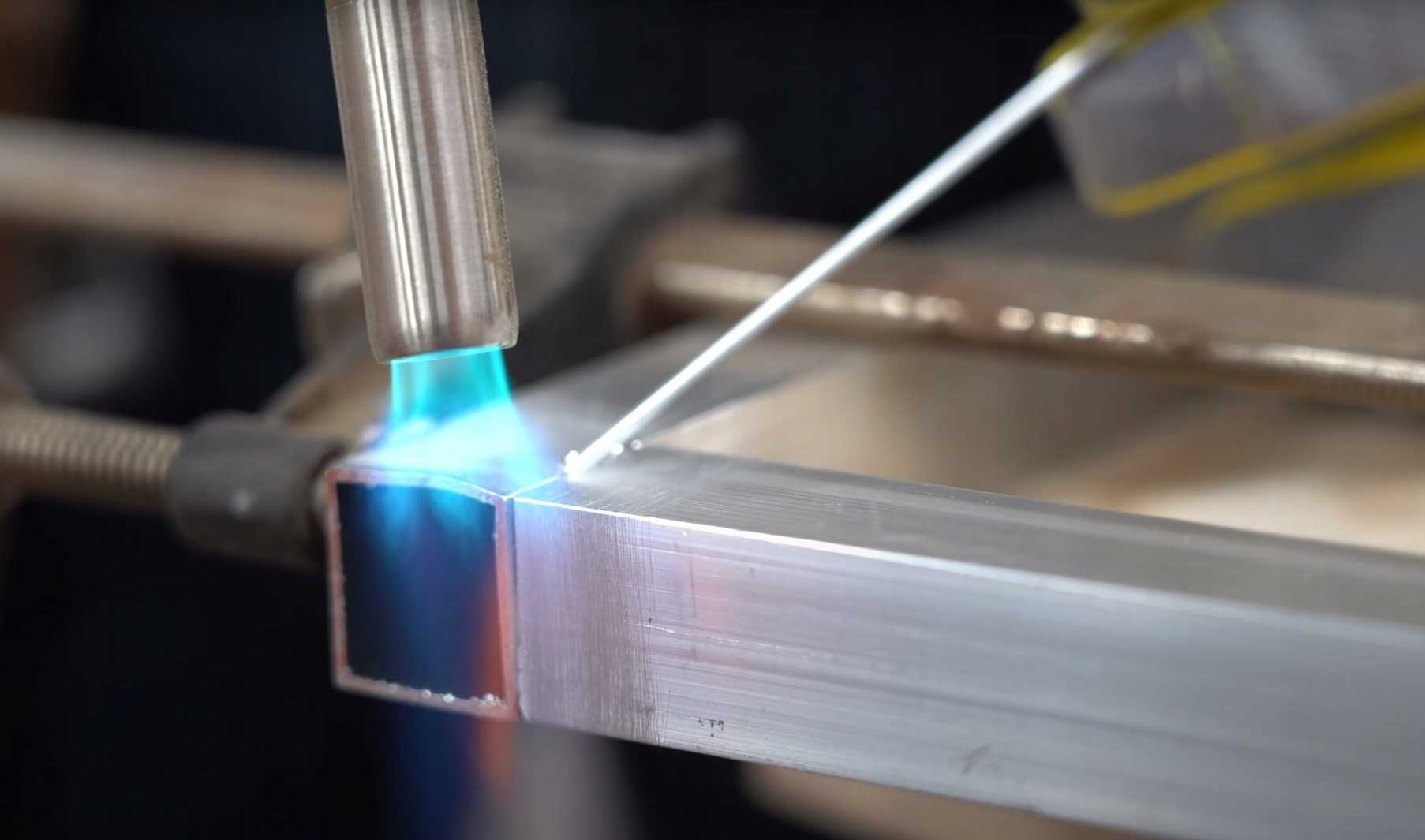
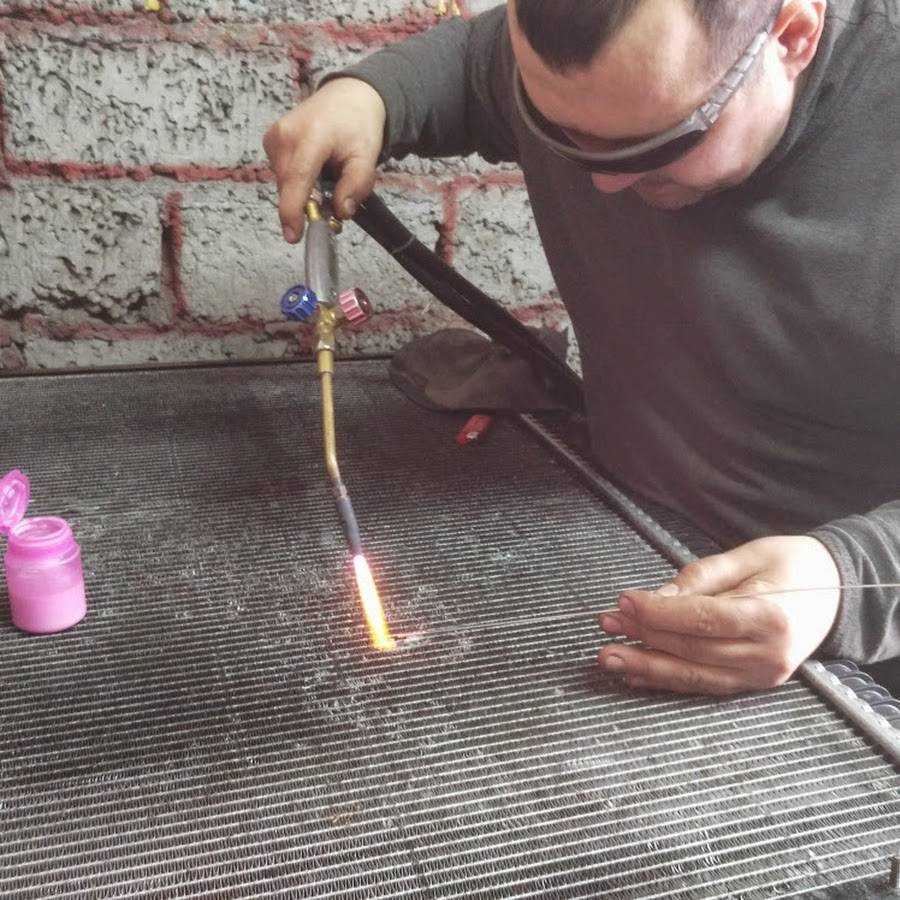
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.







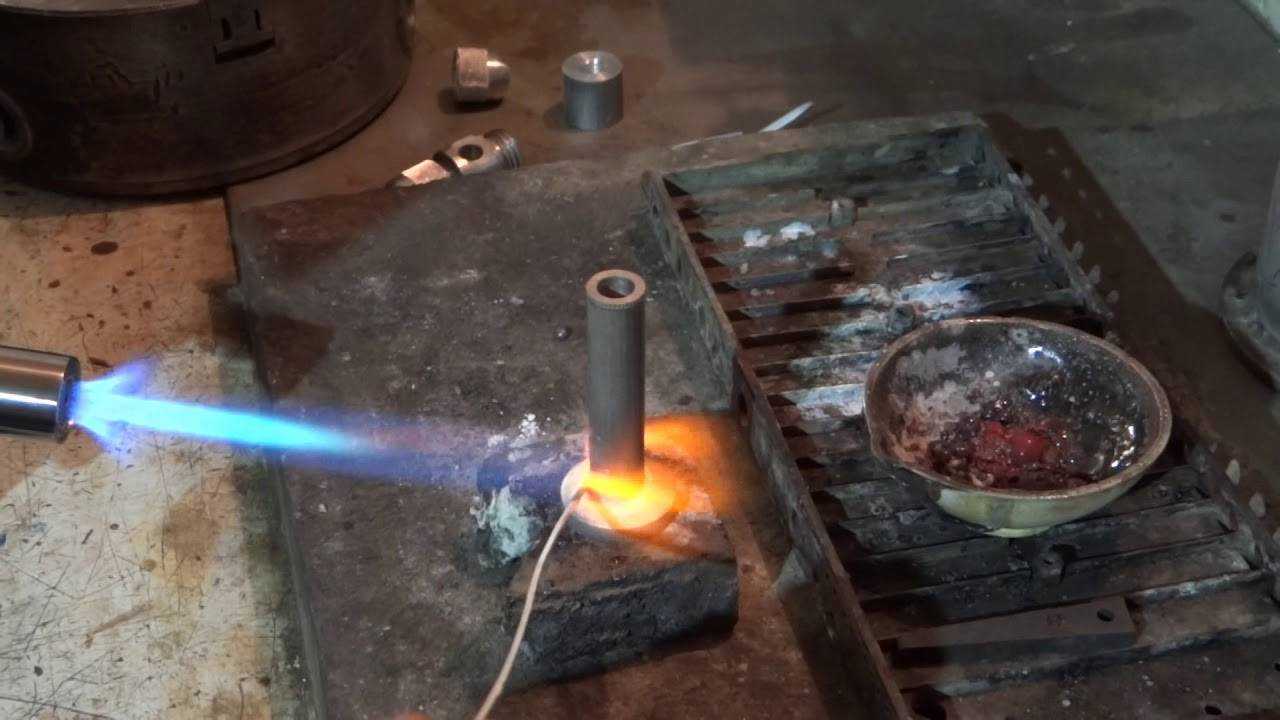


Газовая горелка для нагрева алюминия
Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится
Следовательно, важно контролировать температуру. Поможет в этом стержень припоя
При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
Технологические подходы для пайки алюминия
Технология пайки алюминия с флюсом практически ничем не отличается от соединения других металлов.
Весь процесс пайки алюминия припоем можно разделить на следующие этапы:
-
Подготовка поверхности.
Перед тем, как паять алюминий следует зачистить и обезжирить соединяемые части. -
Установка изделия в рабочее положение.
Для выполнения данного этапа могут потребоваться тиски или третья рука. - Нанесения флюса на место пайки.
- Прогрев изделия при помощи электрического паяльника или газовой горелки.
-
Нанесение припоя или паяльной пасты на необходимые участки.
Для этой роли подойдет цинковые или медные припои. Иногда могут понадобиться высокотемпературные припои, обеспечивающие хорошую механическую фиксацию изделия.
Обратите внимание! Процесс соединения алюминиевых изделий должен производиться в хорошо проветриваемом помещении, поскольку при плавлении припоя выделяются ядовитые соединения металлов. Схема пайки алюминиевых труб
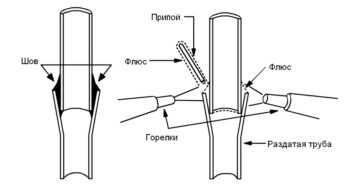 Схема пайки алюминиевых труб.
Схема пайки алюминиевых труб.
Важно помнить, что при пайке бесфлюсовым припоем следует осуществлять чиркающие движения паяльником, дабы обеспечить взаимодействие компонентов припоя и металла. Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
- пайка алюминиевой посуды;
- пайка алюминиевых проводов;
- пропай поверхности, не подверженной сильным механическим нагрузкам;
- соединение мелких деталей.
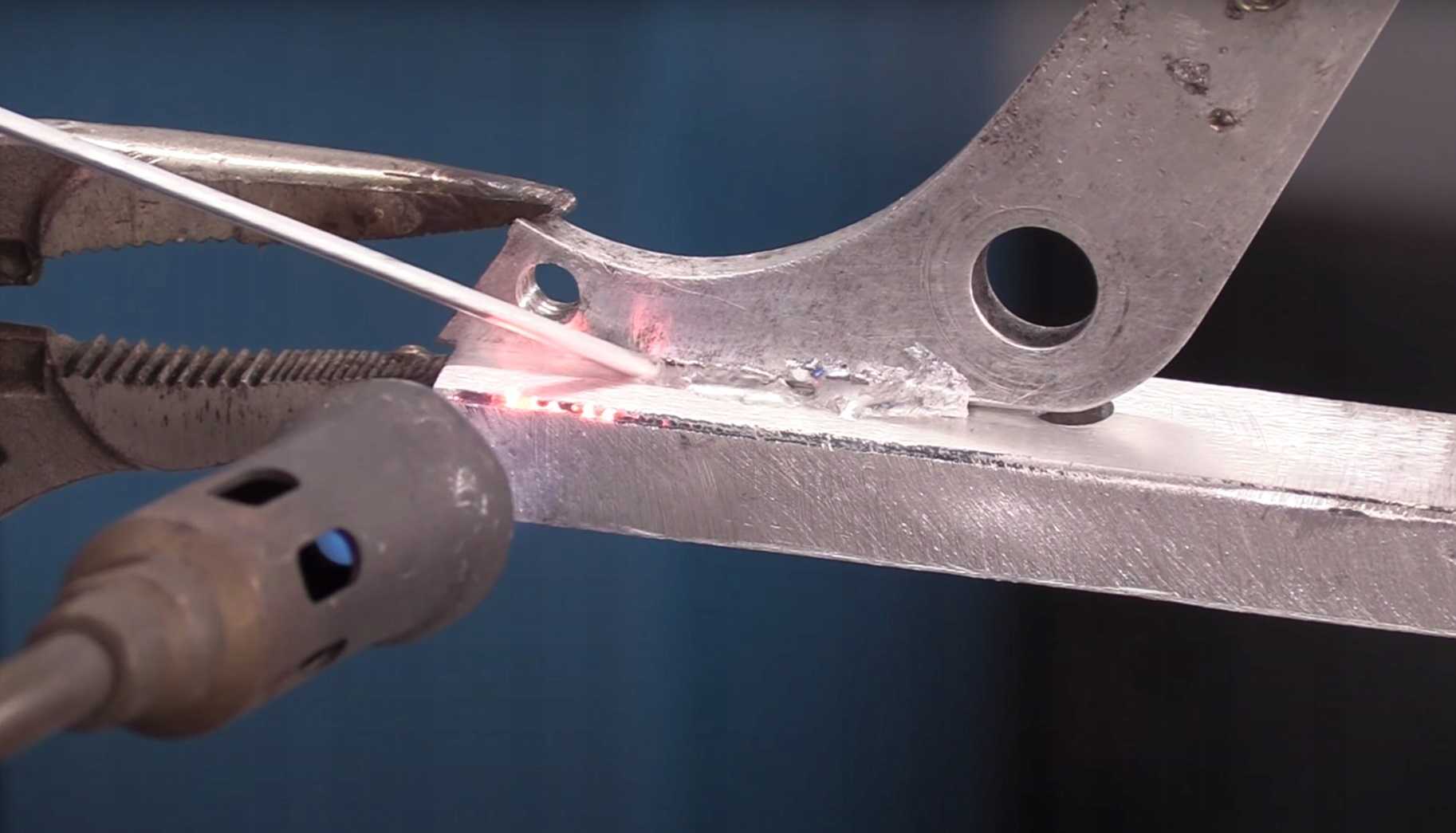
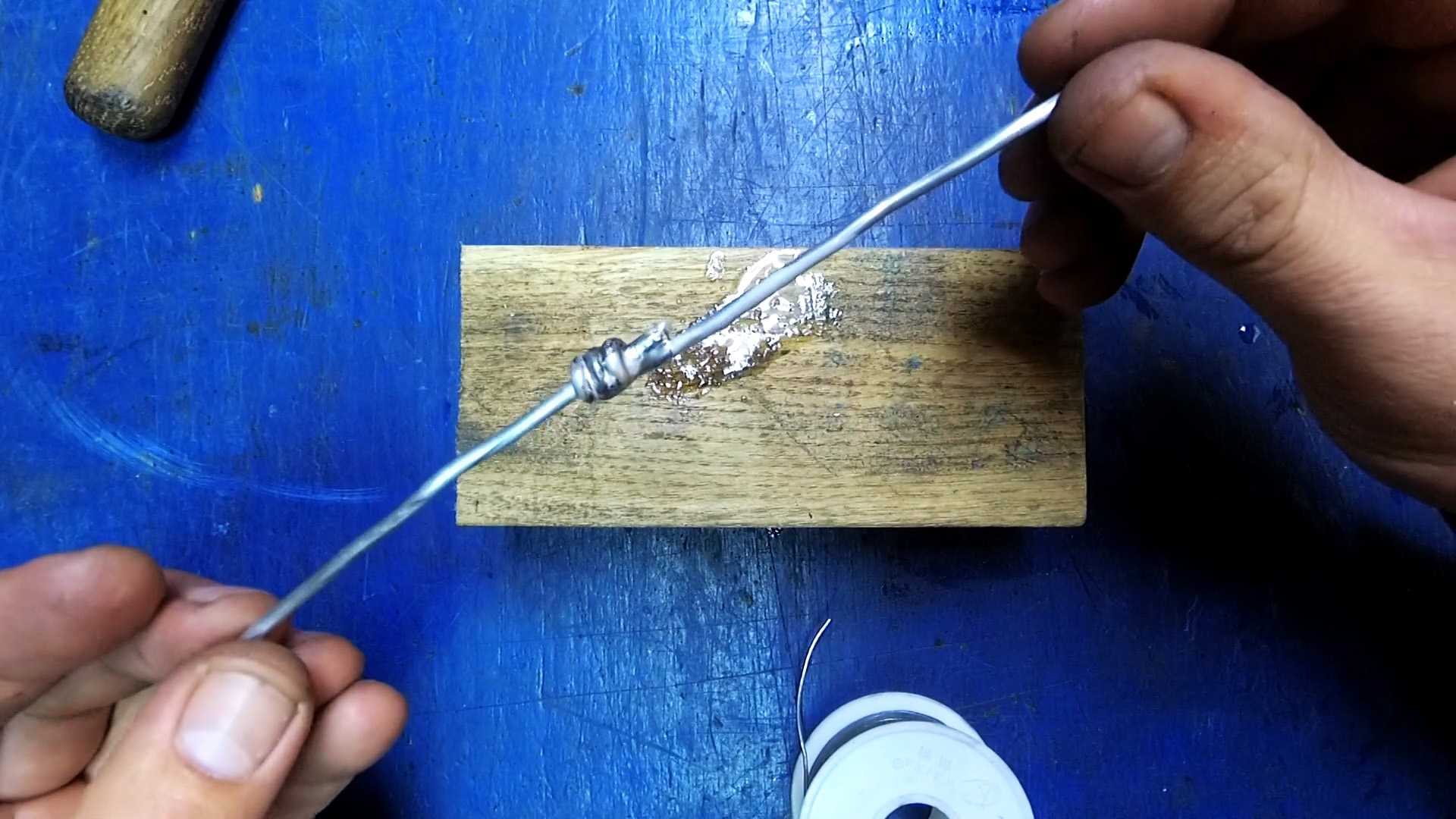
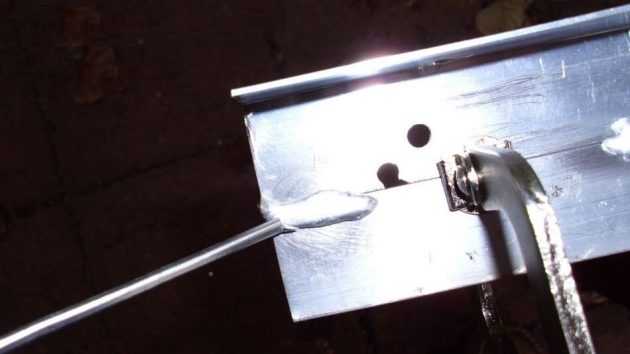
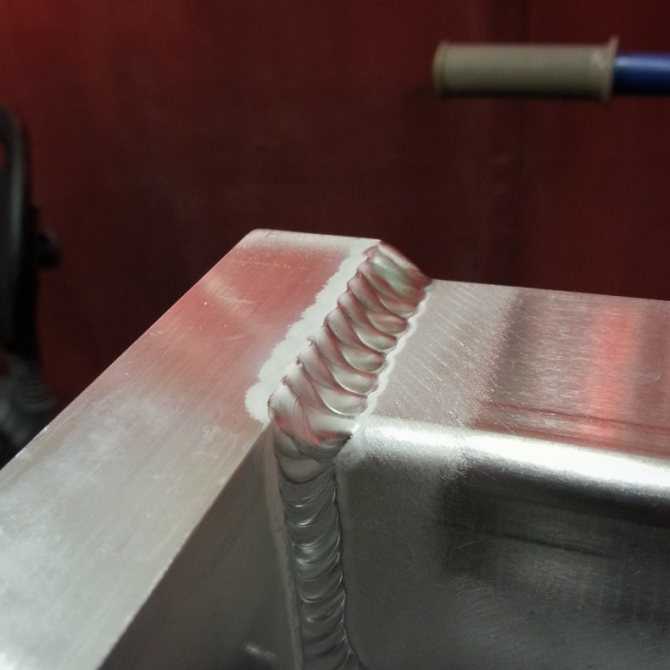
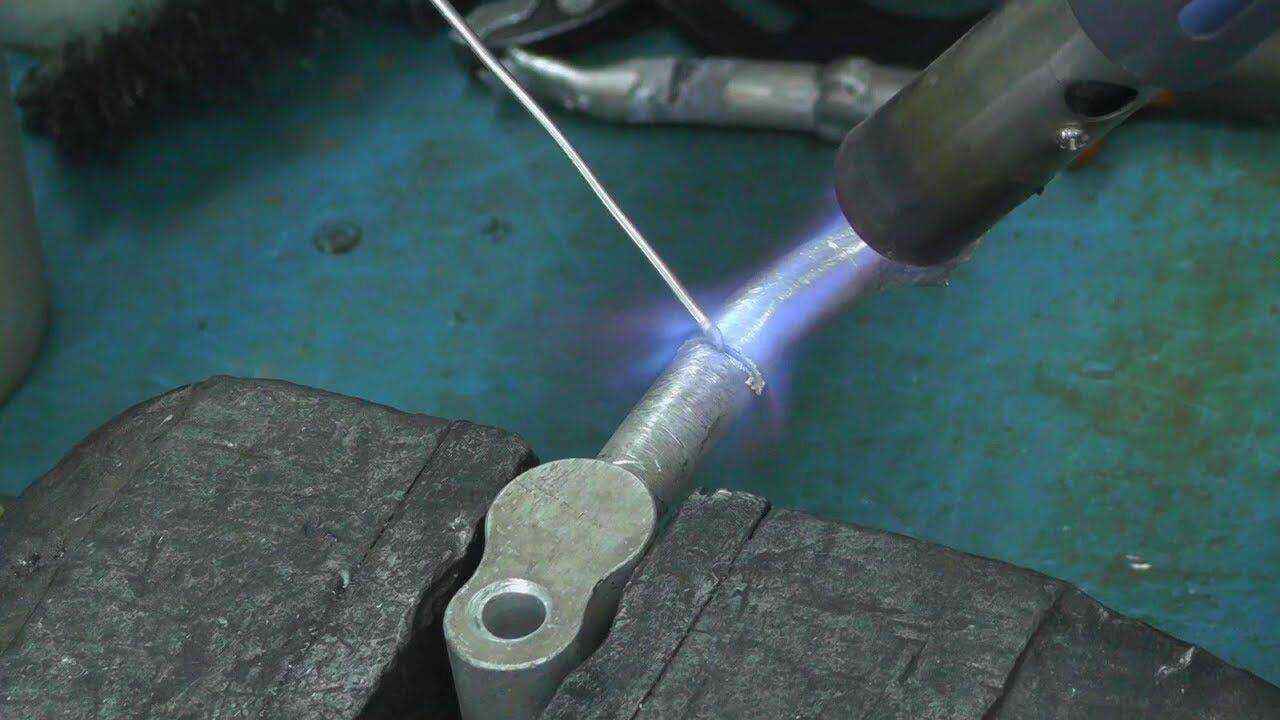
Пайка массивных алюминиевых деталей и толстых стержней должна проводиться при помощи сварки или горелки. Сварка не всегда подходит из-за высокой температуры дуги, расплавляющей металл. Поэтому, большинство специалистов предпочитают использовать горелки.
Наилучший эффект достигается при непрерывной пайке горелкой. Если, по какой-то причине процесс пайки пришлось остановить, следует полностью прогреть весь шов, дабы обеспечить равномерное распределение припоя и избавиться от не пропаянных мест.
Процесс пайки алюминиевых стержней при помощи горелки подразделяется такие этапы:
- Очистка металла от грязи и подготовка поверхности, путем шлифовки.
- Разогрев всей поверхности массивных изделий при помощи горелки.
- Удаление всех легковоспламеняющихся материалов с рабочего места.
- Включение вытяжки для нейтрализации едких испарений припоя.
- Подготовка проволочного припоя.
- Подготовка флюса марок Ф-59А, Ф-61А или Ф-64А.
Допускается прогрев металла до ярко-оранжевого цвета. В таком виде металл не плавится, а припой ложится максимально равномерно.
Паяные при помощи горелки изделия имеют более качественный шов и могут похвастаться хорошими механическими свойствами.
 Флюс для пайки алюминия.
Флюс для пайки алюминия.
Наиболее сложным и в то же время качественным методом соединения алюминиевых изделий является сварка. Данный способ затрудняется из-за низкой температуры плавления металла.
Квалифицированные специалисты чаще всего сваривают алюминиевые изделия следующими методами:
- сварка при помощи электродов с покрытием;
- сварка с использованием защитного газа.
Первый вариант сварки имеет следующие недостатки:
- низкая прочность сварного шва;
- сильное разбрызгивание металла при варке;
- плохая отделимость шлака от шва.
Сварки в атмосфере из инертного газа не обладает заметными недостатками и считается наилучшим методом соединения алюминиевых деталей.
Техника безопасности
Данный вид деятельности относится к группе травма-опасных процессов. Поэтому следует неукоснительно следовать предписанным правилам во избежание нанесения вреда окружающим.
Следует запомнить, что:
- На специалисте должны быть надеты: специальный костюм, маска, плотные рукавицы, обувь с резиновой подошвой;
- Электрическая цепь должна быть изолирована и недоступна;
- Сварка может быть проведена только в очищенных помещениях. При наличии легковоспламеняющихся предметов проводить работу запрещено;
- В рабочем помещении обязательно должна присутствовать хорошая вентиляция во избежание газового отравления.
Castolin AluFlam 190 – припой из Франции
Продукт применяется в качестве присадочного прутка для ремонта алюминиевых деталей и высокотемпературной пайки.
Технические характеристики припоя Castolin AluFlam 190:
- Обладает высокой прочностью и исключительной капиллярной текучестью.
- Характеризуется отличной электропроводностью.
- По цвету соответствует многим сплавам из алюминия.
Продукт Castolin AluFlam 190 рекомендуется для высокопрочного соединения:
- алюминиевых сплавов с кремнием;
- кованого алюминия;
- листов;
- трубопроводов.
Его нельзя использовать для алюминиевых сплавов, в которых присутствует более 1,5% магния, и для деталей, которые требуют последующего анодирования.
Из-за своей способности формировать вязкий и прочный шов, припой Castolin AluFlam 190 может применяться в самых различных областях. Его можно использовать для ремонта оконных рам и мебели, в транспортной промышленности, для ремонта холодильного оборудования, газовых магистралей, решеток, кондиционеров и многого другого.
С продуктом Castolin AluFlam 190 специалисты рекомендуют использовать флюс Castolin 190 Flux .
Выбор электродов для сварки изделий из алюминия, их особенности и характеристики
Сваривание элементов из легкоплавких металлов по трудоемкости можно сравнить с тугоплавкими. На первые и вторые оказывают влияние не только внутренние, но и внешние факторы.
Электроды для алюминия включает различные добавочные материалы, что упрощает работу с этим цветным металлом, создают дополнительную защиту.
Но и они не в состоянии избавить сварщика от всех предварительных аспектов, которые необходимо решить перед началом операции сварки.
Стержни по алюминию имеют широкое хождение не только на промышленных предприятиях, но и бытовых условиях — гараже, загородном доме, небольшой ремонтной мастерской.
Однако используя их дома для соединения деталей инвертором, можно столкнуться с определенными трудностями. И только правильно подобранный наплавочный материал и предварительная подготовка поможет качественно соединить конструкцию.

![[инструкция] пайка алюминия в домашних условиях](https://magazinzing.ru/wp-content/uploads/1/2/1/1213dc90f26d957b2357f02005021806.jpeg)



Используемые материалы
Для выполнения работ потребуется подготовить следующие материалы:
- флюс;
- припой.
Для пайки алюминия подходят припои со следующими маркировками:
- ЦОП-40 — тугоплавкий оловянно-цинковый состав;
- ПОС — легкосплавный припой;
- 34А — сплав на основе меди и кремния;
- «Aluminium-13» — зарубежный аналог 34А.
Применение флюса позволяет улучшить адгезию металла с припоем, за счёт чего получить прочное соединение. От его выбора зависит долговечность шва, прочностные характеристики изделия, стойкость материала к негативным воздействиям внешней среды. В составе флюсов содержатся активные элементы: фторборат цинка или аммония, триэтаноламин.
Паяльный жир бывает следующих видов:
- нейтральный на основе канифоли и стеарина — отличается густотой, способен удалять небольшие загрязнения, хорошо держится на поверхности свариваемых металлов;
- активный со сложным химическим составом — эффективно удаляет окислы, следы коррозии, повышает паяльные свойства.
В составе жира содержится хлорид цинка и аммония, парафин, вспомогательные вещества.
Паяльный жир имеет следующие преимущества:
- лёгкое лужение за счёт растекания тонким слоем;
- доступность;
- точность дозировки;
- отсутствие следов после его использования.
Рекомендуется использовать флюсы следующих марок: Ф-64, Ф-61А, Ф-59А, 34А, Ф-5, Ф-124.

Пайка алюминия с припоем
Припой для пайки алюминия 34А
 Продукт выпускается отечественным производителем в виде порошка, проволоки или прутков. В его состав входит около 66% алюминия, примерно 28% меди и не более 6% кремния. При применении материала 34А во время работ по пайке рекомендуется применение флюса Ф34А.Температура плавления сплава 525 градусов, в то время как процесс пайки должен производиться при температуре в 530-550 градусов.
Продукт выпускается отечественным производителем в виде порошка, проволоки или прутков. В его состав входит около 66% алюминия, примерно 28% меди и не более 6% кремния. При применении материала 34А во время работ по пайке рекомендуется применение флюса Ф34А.Температура плавления сплава 525 градусов, в то время как процесс пайки должен производиться при температуре в 530-550 градусов.
Состав припоя позволяет применять его для пайки чистого алюминия и его сплавов, алюминия с медью и ее сплавами. Продукт 34А нашел применение во многих сферах традиционной и современной промышленности.
Сплав подходит для пайки с использованием ацетил-кислородных, пропан-бутановых и пропановых газовых горелок. Его не рекомендуется использовать для работ со сплавами Д1 и Д16, а также с составами, содержащими более 3% магния.
Срок годности продукта неограничен.
Производители специально разрабатывают высокотехнологические припои для восстановления и ремонта алюминиевых деталей, чтобы во время процесса пайки не требовалось использование дорогостоящего сварочного оборудования. С такими продуктами легко можно добиться эластичности и прочности шва, который устоит даже при высоких нагрузках на отремонтированную деталь. С правильно подобранными припоями алюминиевые изделия можно восстановить или соединить в считанные минуты.
Этапы пайки алюминия
Пайка алюминиевых предметов особо ничем не отличается от соединения других металлических материалов:
- Сначала необходимо зачистить и обезжирить место будущего соединения.
- Уже после все элементы устанавливаются в рабочее положение.
- На необходимый участок наносят флюс и изделие начинают нагревать при помощи паяльника или горелки.
- Когда наблюдается повышение температуры, то пруток припоя плавится, им необходимо постоянно касаться поверхности элементов, тем самым контролируя процесс.
 Необходимо запомнить, что пайку следует производить в хорошо проветриваемом помещении, поскольку в процессе нагревания выделяются опасные соединения.
Необходимо запомнить, что пайку следует производить в хорошо проветриваемом помещении, поскольку в процессе нагревания выделяются опасные соединения.
Если применяется бесфлюсовый припой, тогда необходимо знать о некоторых нюансах работы. Чтобы оксидная плёнка не мешалась, надо концом прутка выполнить царапающие движения по участку элемента. Таким образом, оксидная целостность будет нарушаться, а припой пойдёт в контакт с обрабатываемым металлом.
Разрушить оксидный слой можно и другими способами. Обрабатываемый участок нужно поцарапать металлической щёткой или прутком из нержавеющей стали.
Чтобы обеспечить максимальную прочность соединения, необходимо обработать участки лужением.