
Что означает маркировка наконечника: полная расшифровка
У каждого типа и вида изделия своя буквенно-цифровая маркировка, не зная которую домашнему мастеру невозможно объяснить в магазине, что ему нужно. Разберем популярные маркировки:
- ТМЛ – луженый наконечник, для работы с которым нужен специальный инструмент – опрессовыватель. Выглядит как НШП. Разница лишь в том, что НШП – медный;
- ТА – тот же наконечник, но из алюминия;
- СИП – самонесущий наконечник, имеющий собственную изоляцию по трубке и кольцевую установочную пластину;
- НШВИ – распространен в бытовом использовании, втулочный штыревой;
- НКБ – используется в промышленности в качестве геофизического кабельного;
- РФИ-М – это уже флажковый наконечник;
- IEK – медный вилочный;
- ТМД – двойные глухие соединители;
- НКИ – изолированный кольцевой.
Алюминиевые изделия регламентируются ГОСТ-9581-80, медные – ГОСТ-7368-80.
Изделия для опрессовки делаются из меди, алюминия или биметалла
Почему именно опрессовка
Пайка многожильного провода не самая простая операция, ведь необходимо оголить все жилы, убедиться, что они чистые с точки зрения контакта и только после этого приступать к пайке. Любая жила в многожильном проводе имеет изоляцию, и это часто создаёт затруднения в работе по установлению надежного контакта.
Как раз опрессовка наконечников кабеля решает все эти задачи, ведь при помощи механического усилия (сжатия) не только разрушается изоляция отдельных жил, но и создаётся прочное соединение всего кабеля для лучшего контакта.
Здесь как раз возникает момент, как выбрать гильзы для опрессовки проводов правильно, ведь они изготавливаются из разных материалов и имеют очень точно прописанные характеристики токов.
Проблема в том, что размер этих гильз невелик, и маркировка непонятна для тех, кто не является специалистом. Но перед этим давайте определим разницу между гильзой и наконечником для опрессовки кабелей.
Ещё одним моментом, которого нет даже в маркировке, является момент затягивания гильзы или наконечника при обжиме. А они совершенно разные для разных типов наконечников, таких как:
- кольцевые (НКИ).
- вилочные (НВИ).
- штыревые круглые (НШКИ).
- плоские (штекерные) разъёмы (РПИ-П, РПИ-М, РШИ-П, РШИ-М и др.).
- ответвители прокалывающего типа (ОВ).
Здесь необходимо вернуться к инструменту, которым обеспечивается опрессовка проводов, ведь на каждом инструменте указаны размеры при стандартной форме губок, а само усилие точно отмеряется диаметрами. Так что, если не ошиблись с диаметром, чрезмерного усилия приложить не сможете.
И, несмотря на то, что наконечники для проводов под опрессовку разные, при одинаковом диаметре и усилие, и стандарт инструмента будут одни и те же. Жаль, что этот параметр на маркировке не отражается. Видимо потому, что обычно такую работу делают профессионалы, а не домашние электрики.
Но как раз стандарты и позволяют домашним электрикам запасти универсальные обжимные клещи и без особых проблем заниматься опрессовкой наконечников кабеля в своих целях. Освоить эту процедуру довольно просто, а технологически она одинакова для обжима коннектора RG-45 и наконечника для трёхфазного автомата.
При опрессовке многожильного кабеля без специальных смазок не обойтись. Поэтому используйте гильзы и наконечники, которые уже имеют такую смазку внутри. В любом случае это одноразовая операция. Снять деталь, чтобы переставить в другое место не получится.
В итоге вы, освоив установку гильз и наконечников, получите возможность быстро восстановить нужное соединение, без проблем осуществить ремонт, а также соединение, которое, по сути, в ремонте не будет нуждаться много лет.
Обжатие провода и наконечника подручными средствами, без пресса и специнструмента.

Что делать если у вас под рукой нет специальных инструментов для опрессовки или просто не хочется их покупать, если нужно обжать всего лишь один или два наконечника? Многие сталкиваясь с этой проблемой прибегают к неправильным способам, которые в дальнейшем только ухудшают контакт, не обеспечивая надежного соединения.
Они начинают расплющивать наконечник молотками, просто сдавливать его в слесарных тисках, сминать пассатижами, запрессовывать зубилом. Все эти методы не верные и не приносят нужного результата.

После такой самодеятельности получается плохой контакт с его дальнейшим нагревом в процессе работы.

Правда некоторые умудряются и гидравлическим прессом обжать наконечник так, что провод спокойно вылезает из него, стоит потянуть с небольшим усилием.
Есть другие способы обжатия наконечниками силовых проводов с применением подручных средств, которые можно встретить практически у каждого в гараже или дома.
Самый простой и быстрый способ – это запрессовка с помощью кернера. Для этого вам потребуется:
обыкновенный молоток
Процесс очень прост и незамысловат:
вставляете наконечник в провод
При этом не нужно, как многие делают, предварительно расплющивать наконечник молотком. В процессе ударов это произойдет в любом случае. Количество керн, то есть лунок от ударного воздействия на металл, зависит от длины наконечника.
При этом на обратной стороне наконечника, точки опрессовки не должны быть симметричны тем, что на лицевой части, а смещены на пару миллиметров.
Самое главное при этом не продырявить наконечник насквозь и контролировать силу удара. Поэтому если вы используете для этого гвоздь 200мм, прежде всего следует его затупить.
В итоге у вас получится достаточный контакт, который конечно не сравним с опрессовкой профессиональным инструментом ПГР-70, но при отсутствии сверхноминальных нагрузок прослужит долго.
Самое главное в этом способе правильно подобрать сечение провода и наконечника. Заявленное сечение очень часто бывает меньше фактического.
Для надежного контакта провод должен плотно входить внутрь гильзы без всякой слабины. Поэтому данный момент всегда проверяется вручную, не стоит слепо доверять цифрам на оболочке кабеля и на лопатке наконечника.

Есть и другие простые способы соединения наконечников с проводами без использования пресса. Для радиолюбителей, у кого нет проблем с припоями и другими приспособами, подойдет обыкновенная пайка.
Это не совсем можно назвать обжатием, но все же является способом соединения без использования специального опрессовочного инструмента.
Правила опрессовки: как сделать качественно?
Чтобы получить максимальный эффект от использования наконечников, необходимо правильно их опрессовывать, и основательно подготовить провод.
Для начала нужно оголить жилы. В идеале это делают специальным инструментом – стриппером. Если его нет, то можно использовать подручные инструменты, но постараться сделать линию как можно ровнее, ведь от этого зависит качество изоляции. Защитное покрытие снимают на 5 мм больше, чем длина хвостовика, так кав процессе опрессовки последний увеличится в размерах.
Очищенный от изоляции медный кабель
Для защиты от коррозии и улучшения контакта, оголенный провод обезжиривают специальными контактными пастами.
Все проводки на срезе должны иметь одинаковую длину, если пренебречь этим правилом, то соединение не получится качественным. Некоторые жилы способны сломаться и повредиться. По этой же причине нельзя скручивать проводки для оконцевания наконечниками, так как в процессе опрессовки они будут передавлены и не смогут выполнять свои функции.
Опрессовку выполняют поэтапно. В зависимости от длины наконечника, может потребоваться 1÷2 обжима прессом. Для гильз – 2÷4 шт. Их делают на расстоянии в 1÷2 мм. Первый обжим должен быть у лопатки, затем ближе к краю хвостовика.
Необходимо подобрать подходящую матрицу пресса. Если она будет меньше чем нужно, то образуются большие “уши” из металла по краю обжима. После их среза получаются сквозные отверстия, нарушающие изоляцию.
Наконечник устанавливают в прибор таким образом, чтобы маркировка отпечатывалась на лицевой стороне элемента, а не сбоку.
Допускается лишь небольшой облой, здесь, после удаления “ушей”, будет нарушена изоляция
Необходимые инструменты

Опрессовка осуществляется специальным инструментом, который позволяет создать необходимое усилие. Пользуются популярностью следующие инструменты:
- пресс-клещи для опрессовки модификаций ПК2 и ПК2М. Применяются для оконцевания жил с сечением до 10 кв. мм;
- инструмент марки ПК1 и ПК1М является более мощным вариантом ручных клещей;
- гидравлические клещи позволяют выполнить опрессовку провода до 10 кв. мм;
- в промышленном производстве используется ручной пресс. Он подходит для проводов до 240 кв. мм;
- гидравлический пресс с электроприводом применяется для кабеля до 300 кв. мм.
Пресс-клещи с шарнирами усиливают нажим инструмента, что позволяет облегчить процесс ручного обжима. Особым удобством отличаются приспособления с храповым механизмом. Они предотвращают разжимание инструмента до завершения процедуры.
Когда выбор наконечников сделан, переходят к подбору необходимого обжимного инструмента. Одним из видов профессиональных инструментов являются ручные пресс-клещи, или кримперы. Они предназначены для работ по обжимке кабелей и проводов.
Виды пресс-клещей
Ручной обжимник используется для опрессовки неизолированных наконечников кабеля, контактных разъемов, клемм и контактных гильз разного размера. Если у ручного обжимника есть специальные лезвия (обычно они располагаются в месте крепления ручек), то этот инструмент можно применять еще и для разрезания кабелей и проводов.
Электропассатижи – это многофункциональный инструмент для профессионального использования. Им можно выполнить практически любые работы с проводами. В основном электропассатижи применяется для резки и снятия изоляции с проводов, но также ими можно обжимать неизолированные и изолированные наконечники кабелей.
Кримпер – это инструмент для обжима наконечников проводов, для обжима витой пары, коннекторов. Он имеет две длинные рукоятки (подвижной может быть одна или обе) и массивную рабочую часть в виде металлических губок, в которых предусмотрены отверстия для кабелей.
При сведении рукоятей смыкаются губки, и методом силового вдавливания осуществляется обжим кабельного соединителя. У некоторых моделей на рабочей части есть лезвие, что упрощает работы – для отрезания кабеля не требуется дополнительного инструмента.
Как выбрать пресс-клещи
Как выбрать пресс-клещи:
- Диапазон опрессовки.
Эта характеристика показывает максимальные и минимальные сечения кабелей, которые ручные пресс-клещи способны опрессовать. Если предстоит работать с кабелями небольших сечений, то стоит выбрать пресс-клещи с диапазоном от 0,5 до 6 мм2, а для толстых кабелей нужно приобретать инструмент с диапазоном 10 — 25 мм2. - Изоляция ручек.
Обычно ручки пресс-клещей изготавливаются из пластика, но у некоторых моделей кримперов есть специальные прорезиненные вставки. Резина не проводит электрический ток, поэтому если кабель, с которым работают ручными пресс-клещами, окажется под напряжением, человеку не будет грозить опасность поражения током.
Как обжать провод
Пресс-клещи напоминают обычные пассатижи или плоскогубцы, на конце которых установлена матрица. Она подбирается в зависимости от размера и формы наконечника. Именно в нее вставляется и наконечник, и часть очищенного от изоляции кабеля. После этого достаточно придавить ручки, прикладывая небольшое усилие. Все остальное за вас сделает сам инструмент.
Обжим одинарного наконечника
Руководствуйтесь следующими принципами:
- чтобы исключить выпадение проводника из гнезда наконечника, сначала установите соединительный компонент в матрице пресс-клещей, а уже после зафиксируйте жилы;
- выполняя опрессовку пресс-клещами, давите на них до тех пор, пока не сработает храповый механизм, при помощи которого блокируются рукояти инструмента и исключается разжим;
- если вы фиксируете наконечник и жилы вручную, то слегка потягивайте руку, чтобы контролировать процесс (качественная фиксация исключает любые движения кабеля внутри наконечника);
- клещи двухконтурного обжима работают по иному принципу – сжатия изолятора со втулкой в гнездах разного размера;
- работали ли вы вручную или с помощью пресс-клещей, в конце обязательно убедитесь в качестве соединения, слегка потянув за куски провода.

Обжим двойного наконечника
При подключении двух проводников используется один контакт. В модульном автомате жилы коммутируются с помощью перемычек: один контакт – два кабеля.
В таком случае следует воспользоваться НШВИ для двух проводников. В манжету помещаются оба многожильных кабеля, а для обжима обязательно применяются пресс-клещи. Чтобы опрессовать наконечник двойного типа, следует установить на клещи матрицу с сечением не менее 6 кв. мм.
Обжим наконечников силового кабеля
При опрессовке силового кабеля используются луженые медные наконечники, хорошо защищенные от коррозийного воздействия. Если при обрезке кабеля его жилы значительно «распушились» и по диаметру стали больше остальных, то выполните работу на точиле. Разворачивая кабель, убедитесь в том, что круг удаляет лишние узлы вдоль жил, а не загибает их.

Пайка для обжима силового кабеля категорически не подходит, поскольку на таких проводах не могут использоваться контакты из одного олова.
Что представляют собой кольцевые наконечники
Технически медные наконечники ТМЛ выглядят как металлическая трубка, у которой один конец расплющен. В ней крепят кабель, заранее освобожденный от изоляции. В расплющенной части есть отверстие под винт (используются стандартные типоразмеры). Поверхность конструкции покрыта оловом легированным сплавом с примесью висмута. Изоляция втулки не предусмотрена. Да это и не требуется, назначение луженых наконечников ТМЛ – работа в составе высоковольтных силовых линий.
Особенности:
- кольцевая форма исключает самопроизвольное выпадение из посадочного гнезда;
- покрытие из олова делает соединение невосприимчивым к агрессивным средам;
- механическое крепление путем опрессовывания создает надежный контакт.
Благодаря покрытию оловом втулка и соединительное кольцо одинаково инертно и к алюминиевым, и к медным сплавам. Из-за этого их часто используют для совмещения разнотипных участков линии или при подключении к стальным коннекторам. Отсутствие химических реакций снижает риски появления окислов, повышения температуры в точке подключения.
СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЬНЫХ НАКОНЕЧНИКОВ
Заявлено 3 июня 194038 года за № 33875 (302569) в Народный Комиссариат электропромышленности СССРОпубликовано в «Бюллетени изобретений» № 11-12 за 1942 г.
Предметом настоящего изобретения является способ изготовления кабельных наконечников, состоящий в том, что прямоугольную пластину металла сворачивают в виде трубки и конец последней отштамповывают так, чтобы стык кромок пластины пришелся по осевой линии плоскости наконечника.
Кабельные наконечники, изготовляемые по такому способу, имели специальное назначение – для осуществления присоединения в цепях зажигания двигателей внутреннего горения и т.п. и не могли быть применены для осуществления присоединений проводов сильного тока (сечением порядка 10 мм2 и более), так как такие кабельные наконечники выполнялись составным и собственно контактная часть их изготовлялась из проволоки, зажатой в трубчатой части. Поэтому в практике установок сильного тока исключительное применение находили: а) штампованные наконечники, выполняемые из листовой таврообразной заготовки, у которой уширенная часть загибалась в виде трубки, а узкая – образовывала контакт – ухо; б) наконечник из медных труб; в) литые или кованные наконечники.
Однако штампованные наконечники, изготовляемые из листового материала, требуют штампов довольно сложной конструкции для вырубки заготовок; при такой вырубке получаются значительные отходы; самый же главный недостаток заключается в том, что конструкция этих наконечников не обеспечивает важнейшее практическое требование, предъявляемое ко всякому кабельному наконечнику – полную параллельность контактных поверхностей, которые должны представлять собой плоскости. Очень часто наконечники эти имеют вид «корыта», и контактирующая поверхность получается минимальной.
Слабое место этих наконечников – их «шейка», сечение которой (по соображениям механической прочности и электропроводности) должно бы близко подходить к сечению провода. При выполнении этого условия сечение сворачиваемой в трубку части наконечника будет всегда увеличенным, что ведет к ненужному перерасходу металла (примерно в полтора раза).
Литые и кованые наконечники требуют значительно большего количества цветного металла, чем наконечники других типов для тех же сечений провода, так как они неизбежно получаются более массивными и часть металла расходуется на угар и механическую обработку контактирующих поверхностей. При литье часто получаются раковины, вследствие чего некоторый процент наконечников идет в брак, ковка не требует довольно дорогих штампов. Поэтому такие наконечники получаются весьма дорогими.
Тип трубчатого кабельного наконечника имеет большие преимущества перед всеми прочими типами наконечников и сводится к следующему:
минимальные отходы материала при изготовлении;
полное и рациональное использование всего сечения наконечника как в отношении механической прочности, так и в отношении прохождения электрического тока, так как сечение металла остается одинаковым по всей длине наконечника (нет суженных мест, как в простых штампованных наконечниках);
такое же надежное сочленение наконечника с проводом, как и у литых кабельных наконечников (но при значительно меньшей стоимости трубчатого наконечника).
В отношении же удобства применения в любых электротехнических установках, механической прочности, надежности пайки и проч. ни один из перечисленных типов не имеет заметных преимуществ перед другими. Поэтому все существующие типы кабельных наконечников могут быть безболезненно заменены каким-нибудь одним их этих типов.
По предлагаемому способу кабельные наконечники изготовляются из листов меди, причем конец трубки, свернутой из прямоугольной пластины металла, отштамповывают в виде обычного плоского ушка, снабженного отверстием для контактного болта и расположенного вдоль образующей трубки.
Сущность изобретения поясняется прилагаемым чертежом, на фиг. 1-2 которого изображен в двух проекциях кабельный наконечник, изготовленный по предлагаемому способу.
Подобный кабельный наконечник отличается от такового, изготовляемого из труб, только наличием продольного шва, который в трубчатой части наконечника заполняется припоем.
Изготовляемые по предлагаемому способу наконечники обладают всеми достоинствами наконечников из медных труб, но имеют перед ними то преимущество, что они изготавливаются из листовой меди, причем во многих случаях для этой цели могут быть использованы отходы.
Медные наконечники
Наиболее прочной деталью считается та, которая изготовлена из меди. Более дешевым вариантом является латунный наконечник. Многие, кто покупал эти детали, наверняка сталкивались с большим количеством цифр на упаковке. Чаще всего цифры обозначают:
- сечение провода;
- диаметр контактного стержня;
- внутренний диаметр хвостовика.
Есть еще несколько видов наконечников, и чтобы разобраться, что они из себя представляют необходимо разбираться в маркировке:
- Маркировка «ТА» обозначает, что изготовление детали происходило из трубчатого алюминия.
- «СИП» обозначает, что наконечник является изолированным самонесущим соединителем с кольцевой пластиной.
- Штыревой втулочный элемент обозначаются, как «НШВИ».
- Наиболее распространенной маркировкой считается обозначение «ТМЛ-10». Цифра обозначает диаметр провода, а также диаметр контактного стержня.
Трубчатые медные наконечники 10-300 мм2 и соединители 10-185 мм2 для особогибких тонкопроволочных жил, F-серия
Предназначены для особогибких тонкопроволочных жил, DIN VDE 60228 (например, 5-го и 6-го класса гибкости по VDE 0295). Материал изготовления: электротехническая медь, соотв. станд. EN 13600
Для многопроволочных проводников, DIN VDE 57295
Предназначены для особогибких тонкопроволочных жил, DIN VDE 60228 (например, 5-го и 6-го класса гибкости по VDE 0295). Имеют раструб на хвостовике для облегчения заправки жилы
Для многопроволочных проводников, DIN VDE 57295
Предназначены для особогибких тонкопроволочных жил, DIN VDE 60228. Обладают точной геометрией хвостовика для легкой заправки жилы.
Размеры трубы рассчитаны для особогибких тонкопроволочных жил
Стыковые соединители
Предназначены для тонкопроволочных жил (например, 5-го и 6-го класса гибкости по VDE 0295), DIN EN 60228. Изготовлены из материала с улученными свойствами и способностью к опрессовке — электротехническая медь.
Гильзовые наконечники
Один из самых популярных кабельных наконечников — гильза. Чаще их называют гильзовыми, иногда встречается название «втулочные» или «трубчатые». Гильзовые наконечники представляют собой тонкостенную металлическую трубку, часто — тянутую, то есть бесшовную. Но не всегда. Есть гильзы из полосы металла, просто свернутой в виде цилиндра. Стык при этом не запаян. В домашних условиях чаще всего используют гильзовые тонкостенные наконечники из луженой меди типа НШВ или НШВИ. Они легко устанавливаются, обеспечивают хороший контакт.
Гильзовые или втулочные наконечники — это отрезок тонкостенной трубки
Есть гильзовые наконечники для проводов разных видов:
- Без изоляции. Представляет собой только металлическую трубку, иногда имеет раструб с одной стороны. Наиболее распространенный — НШВ.
- С изоляцией. Обычно это юбка из пластика. Самый популярный — НШВИ. Могут быть:
- с круглой юбкой — под кабели и провода круглого сечения;
- с прямоугольной юбкой — под плоские провода.
- По количеству обжимаемых проводов:
- для одного провода;
- для двух проводов (НШВИ2).
Плюсы и минусы разных типов втулочных наконечников на провода
Гильзовые наконечники для проводов отличаются от всех других тем, что держатся за счет того, что металл гильзы обжимают вокруг оголенных проводников. Именно за счет этого обеспечивается хороший контакт. Остальные виды держатся за счет того, что обжимается верхняя часть корпуса. Площадь контакта при этом меньше, но тоже вполне достаточна для надежной работы.
Выбор способа изготовления наконечников
При выборе метода изготовления изделий, производители придерживаются таких правил:
- Для мелкосерийного производства можно использовать метод холодной штамповки.
- Для серийного изготовления — литье в кокиль.
- Для крупносерийного производства, применяется штамповка из медных трубок. В этом случае, расход металла минимальный, а использование автоматических линий позволяет сделать процесс изготовления достаточно быстрым.
Технология изготовления наконечников штамповкой из листа
Несмотря на трудоемкость изготовления детали, и достаточно большой отход металла, такое производство наконечника кабельного достаточно распространенное.
Оптимальный вариант технологии получения детали состоит в следующем:
- Подготавливается медный лист толщиной 2 мм.
- Резка листа на полосы. Их ширина зависит от способа штамповки и размеров наконечника. При этом к оптимальным размерам детали прибавляются припуски для вырубки детали на штампе. Процесс может выполняться несколькими способами:
- Лазерной резкой, как на фото.
 Лазерная резка металла
Лазерная резка металла
- Резкой металла роликами.
 Порезка металлического листа роликами
Порезка металлического листа роликами
- Рубка на гильотине. Это наиболее распространенный способ.
 Рубка листового металла на полосы
Рубка листового металла на полосы
Далее полоса поступает на участок штамповки. Где на комбинированном штампе вырубается наконечник по контуру и пробивается отверстие.
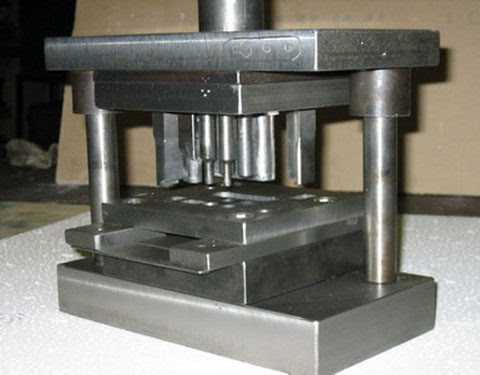 Совмещенный штамп для вырубки по контуру и пробивки отверстия
Совмещенный штамп для вырубки по контуру и пробивки отверстия
В гибочном штампе формируется поверхность контакта детали с проводами.
 Подгибка рабочей части наконечника
Подгибка рабочей части наконечника
Обжимка рабочей части получения готовой детали.
 Наконечники после холодной штамповки
Наконечники после холодной штамповки
Штамповка из трубок
 Станок для производства кабельных наконечников
Станок для производства кабельных наконечников
Если компания выпускает большое количество одинаковых деталей, устанавливается комплексное автоматизированное оборудование.
При этом в него входят штампы для:
- Формовки концевой части наконечника.
- Пробивки отверстия.
- Отрезки готовых деталей.
Изготовление наконечников кабельных в небольших объемах, можно выполнять по такой технологии:
- Порезка проката на мерные заготовки для удобства работы, примерно длиной по 2,5 – 3 метра.
- Резка заготовок для изготовления двух деталей.
- Сплющивание концов заготовок.
- Пробивка отверстий.
- Разрезка деталей.

Литье и ковка наконечников
Кабельный силовой наконечник отличается от обычных деталей большими размерами. Для их штамповки понадобится изготовление крупногабаритных штампов, устанавливаемых на пресс с большими усилиями. Поэтому лучший выход – использование ковки или литья в кокиль.
Инструкция по ковке деталей:
Отрезается круглый пруток нужной длины, с учетом удобной работы с заготовкой клещами.
 Станок для резки прутка
Станок для резки прутка
- Заготовки поступают в печь, нагретую до определенной температуры, выдерживается нужный промежуток времени. Температура и время зависят от размеров заготовки и материала.
- Раскаленная деталь вытаскивается щипцами из печи, и поступает на наковальню пресса. При небольших партиях, детали можно обрабатывать на жестком столе молотком вручную.
- Подготовленная заготовка остывает.
- Сверлится отверстие в ушке детали.
- Высверливается внутренняя полость в наконечнике для кабеля.
Как правильно изготовить наконечник кабельный медный любым способом, подробно показывает видео.
Каким бы методом не изготавливался наконечник кабеля — главное, чтобы после опрессовки им концов проводов, соединение было надежным и прочным.
Для чего нужна оконцовка
Опасность кроется в чрезмерном перегреве места соединения. Без оконцевания контакт получится ненадежным. Такое соединение начнет нагреваться и покрываться слоем окисла. Образовавшийся оксид еще сильнее повысит переходное сопротивление. В точке соединения начнет выделяться все большое количество теплоты. Процесс подобен наращиванию снежного кома. Но итог один — соединение отгорит.
И хорошо, если проводник просто отвалится с положенного места и на этом все закончится. В некоторых случаях изоляция кабеля может воспламениться от перегрева и привести к пожару. А отвалившийся провод способен коснуться заземленного корпуса установки или электрощита и спровоцировать короткое замыкание.