

Электрооборудование станка
Электросхема токарно-фрезерного станка КТФ-7
Электросхема токарно-фрезерного станка КТФ-7
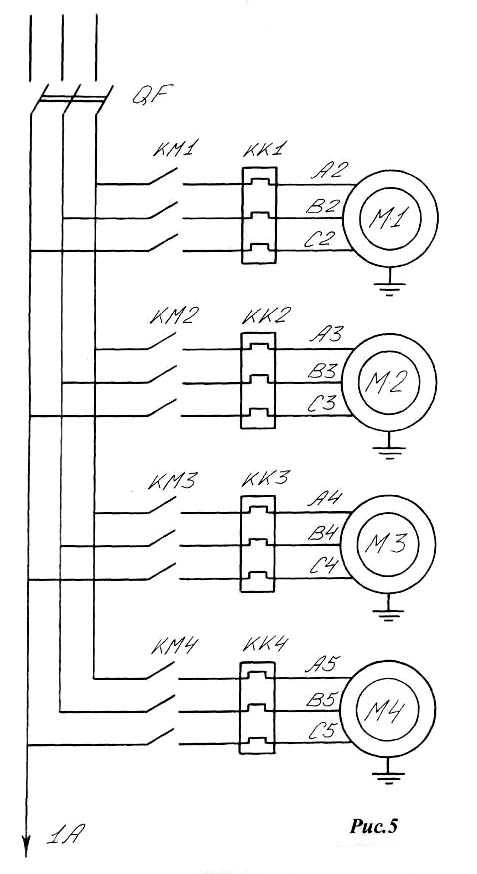
Питание электрооборудования осуществляется от трехфазной цепи переменного тока напряжением 380 В, частотой 50 Гц.
В станине установлены четыре трехфазных короткозамкнутых электродвигателя:
- M1 двигатель привода инструмента;
- М2 и МЗ двигатели привода каретки;
- М4 двигатель привода заготовки.
Электроаппаратура расположена в отдельном коробе (см. рис. 1 поз. 15). Станок имеет два пульта управления. На пульте, расположенном в подвижной каретке, имеются следующие кнопки:
- SB 1 (красная грибовидная) общего останова станка;
- SB 2 (черная) включающая мотор Ml привода инструмента;
- SB 4 (черная) включающая мотор М4 привода заготовки;
- SB 6 (черная) включающая полный цикл обработки заготовки (черновую и чистовую) в автоматическом режиме. При этом работают моторы Ml и М2.
- SB 7 (черная) включающая цикл только чистовой обработки. При этом работают моторы M1, МЗ, М4.
На пульте управления, расположенном на станине станка, имеются кнопки:
SA 1 (ключ) включающая электрооборудование станка;
SB 3 (красная) выключающая мотор М4 привода заготовки;
SB 5 (черная) включающая мотор М4.
На подвижной каретке механизма привода инструмента расположены также
SQ 1 и SQ 2 два концевых выключателя
SQ 3 микропереключатель блокирует включение кнопок SB 4 и SB 5.
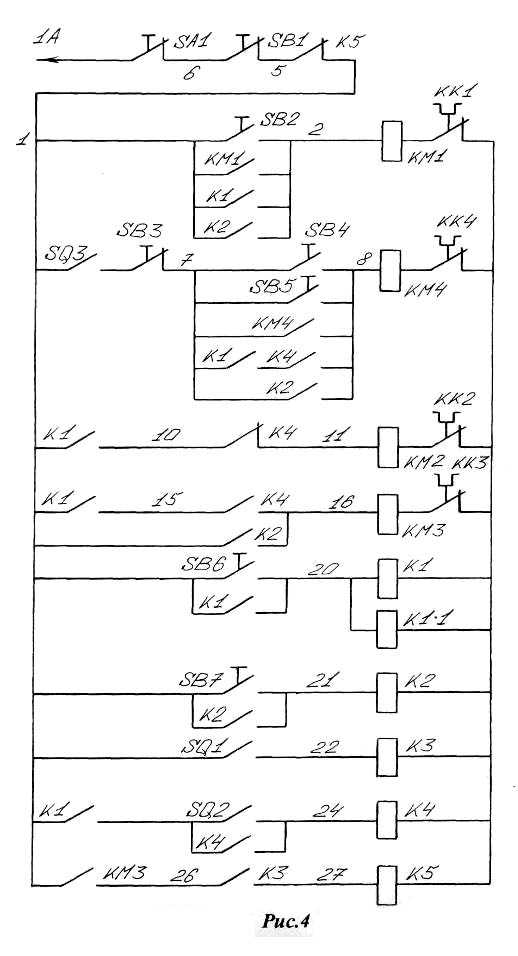
Принципиальная электрическая схема станка приведена на рис. 4, 5, перечень элементов электрооборудования в табл. 3.
ВНИМАНИЕ: станок, установленный в производственном помещении, необходимо заземлить медным проводом сечением не менее 2,5 кв. мм
Провод в комплект поставки не входит. Категорически запрещается соединять болт заземления с трубами батарей отопительных систем, водопроводными трубами, наружной стальной арматурой здания и прочими токопроводящими элементами, имеющими соединения с землей и не предназначенными специально для контура заземления.
К источнику питания станок должен быть подключен четырехжильным кабелем с двойной изоляцией сечением не менее 2,5 кв. мм. Кабель в комплект поставки не входит. Кабель не должен проходить через рабочую зону оператора станка, в противном случае он должен быть пропущен через металлическую трубу, находящуюся под полом помещения.
Описание работы электрооборудования
Питание электрической схемы станка осуществляется включением автоматического выключателя QF и кнопки SA 1.
При включении кнопки SB 6 ставятся на самопитание реле КМ 1 и КМ 2, пуская электродвигатели Ml и М2. При этом каретка движется до срабатывания микропереключателя SQ 2 который, в свою очередь, при помощи промежуточного реле К4 отключает реле КМ 2 и включает реле КМ 3 и КМ 4. Поставившиеся на самопитание реле КМ 3 и КМ 4 пускают электродвигатели МЗ и М4. Каретка движется в обратном направлении до срабатывания микропереключателя SQ 1. В результате при помощи промежуточного реле К 5 отключаются реле КМ 1, КМ 3, КМ 4 и, соответственно, электродвигатели Ml, МЗ, М4. Цикл работы завершен.
Кнопка SB 1 выключает все реле станка.
При включении кнопки SB 7 ставятся на самопитание реле КМ 1, КМ 3, КМ 4, пуская электродвигатели Ml, МЗ и М4. Каретка движется до срабатывания микропереключателя SQ 1.
Кнопка SB 2 включает реле КМ 1, пуская электродвигатель Ml. Кнопки SB 4 и SB 5, дублирующие друг друга, включают реле КМ 4, пуская электродвигатель М4.
Кнопка SB 3 отключает только реле КМ 4.
Защита электродвигателей от перегрузки осуществляется тепловыми реле КК 1..КК 4, которые разрывают пусковую цепь, отключая реле КМ 1..КМ 4. Повторный пуск в этом случае возможен только через 15…20 секунд, то есть после возвращения элементов тепловой защиты реле в исходное положение.
Защита от коротких замыканий осуществляется автоматическим выключателем QF.
Зачем нужен и как он устроен
Токарный станок предназначен для изготовления деревянных изделий, имеющих цилиндрическую или близкую к ней форму. Это незаменимая вещь при ремонте загородного дома с деревянной лестницей, резным крыльцом, но не только.
При наличии некоторого опыта токарный инструмент позволит не просто сэкономить на покупных элементах декора, но и заработать, ведь деревянные изделия ручной работы высоко ценятся.

Необходим ли в домашней мастерской такой станок, решать самому мастеру.
Конечно, если нужны несколько ручек для стамесок, их проще купить, но если есть желание изготовить цельнодеревянную лестницу, то комплект балясин выльется в очень крупную сумму. Гораздо дешевле изготовить их самостоятельно. Кстати, даже не придется тратиться на покупку оборудования – простенький станок можно изготовить в собственной мастерской, используя подручные материалы.

Принцип работы токарного станка по дереву не отличается особой сложностью. Цилиндрическая заготовка фиксируется вдоль оси вращения. На нее передается крутящий момент. Подводя к заготовке различные резцы или шлифующий инструмент, ей придают желаемую форму.

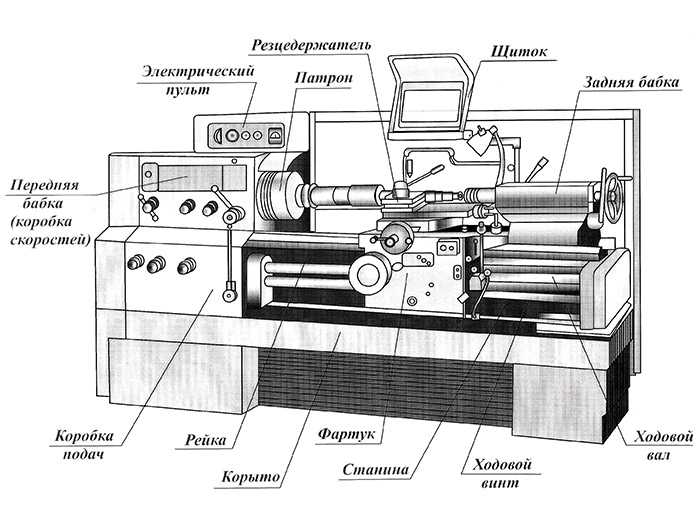
Основные части токарного станка:
- станина, на которой закреплены все составные части;
- электрический привод;
- передняя бабка;
- задняя бабка;
- подручник.
Для удобства работы используют схемы изменения скорости вращения. В профессиональном оборудовании это настоящая коробка передач, система шестерен, позволяющая регулировать обороты в очень широких пределах. Это сложно, самодельный токарный станок по дереву достаточно оборудовать ременной передачей с несколькими шкивами разного диаметра.




Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Сферы применения станков
Не совсем обычное соотношение геометрии рабочего пространства и мощности главного привода токарного станка ИТ-1М объясняется тем, что изначально он разрабатывался по техническому заданию Министерства обороны как штатное оборудование для полевых авторемонтных подразделений Советской армии.
В состав армейской передвижной авторемонтной мастерской (ПАРМ) входило несколько единиц специальной техники, в том числе МРМ-М1 (мастерская ремонтно-механическая) на базе ЗИЛ-131. Она представляла собой КУНГ, в котором размещались электросиловая установка и несколько станков: токарно-винторезный, сверлильный, заточной и точильно-шлифовальный.

Основная специализация ПАРМов — техническое обслуживание и ремонт узлов и агрегатов колесной и гусеничной техники, а также ремонт и изготовление запчастей для других машин и механизмов. При таком направлении деятельности в основную номенклатуру токарной обработки на ИТ-1М входили следующие виды изделий:
- валы, валики, пальцы, втулки;
- диски, фланцы, эксцентрики;
- цилиндрические отверстия;
- посадочные отверстия в корпусных деталях;
- наружные и внутренние резьбы, выполняемые резцами и метчиками.
Помимо Министерства обороны основными потребителями передвижных авторемонтных мастерских являются предприятия нефтегазовой и горнодобывающей отрасли. Сейчас ПАРМЫ выпускают на базе автомобилей КАМАЗ и УРАЛ, при этом Миасский автомобильный завод в комплектации такой мастерской помимо швейцарско-китайского токарного станка Jet указывает и ИТ-1М (возможно, что это просто дань традиции).
Основные узлы и компоненты
Главный привод — подает болванке или резцу движение соответствующих параметров для выполнения резания. Как правило, движение вращения поступает через главный привод на шпиндель, где зафиксирована болванка или резец. Чтобы контролировать скорость движения главного привода используют:





- коробки передач;
- коробки скоростей;
- вариаторы;
- бесступенчатые системы регулировки.
Привод подачи — он используется для передвижения резца вдоль или вокруг болванки, придавая ей необходимую форму.
Привод позиционирования — его задача передвижение механизма из одной точки в другую. Он задействуется, например, при выработке ряда параллельных выемок, отверстий или поверхностей, находящихся на одной детали. В токарных и фрезерных станках с ЧПУ главный привод сочетает в себе эту функцию.
Несущая система — это набор определенных, скрепленных между собой деталей. Стыки между ними могут быть фиксированными и подвижными. Этот узел отвечает за взаиморасположение обрабатываемой детали и инструмента во время работы.
Манипуляторы — автоматизируют вспомогательные процессы: зажим, подачу, поворот болванки, замену резца, отведение пыли. Современные станки с программным управлением оснащаются несколькими манипуляторами или одним универсальным, который управляется ЧПУ.
Узел измерительных и контрольных приспособлений — создан для контроля над выполнением основных задач. Эти устройства следят за состоянием основных механизмов, размерами болванки и готовой детали. В наиболее автоматизированных станках данные контроля передаются в узел управления, который подает сигналы для корректировки.
Резцедержатель
Устройство резцедержателя показано на рис. 8. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6.
Рис. 8. Резцедержатель
Рис. 9. Фартук
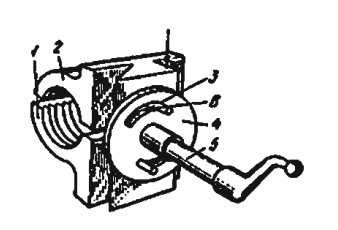
Рис. 10. Разъемная гайка
При вращении рукоя ки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От проворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхност ми, образованными пазом на основании конической оправки 3 и отверстием в езцовой головке 6.
При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 п ворачивается и перемещается вверх по резьбе кон ческой оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, связанных фрикционно с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливаетс в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для работы положение.
Лучшие токарные станки по металлу
Для обработки металлов требуется высокая скорость вращения шпинделя. Для охлаждения заготовки в рабочую зону подают СОЖ. Высокие требования предъявляются к точности настроек, качеству кулачковых зажимов.
Jet BD-8VS 50000911M
Швейцарский мини токарный станок по металлу укомплектован коллекторным электродвигателем мощностью 600 Вт, который вращает шпиндель со скоростью до 2500 об/мин. Параметры вращения плавно регулируются в двух диапазонах. На лицевой панели расположены кнопки управления и метрические таблицы для настройки на резьбу. Скорость вращения выводится на дисплей, позволяет точно контролировать базовые параметры. В стандартной комплектации установлен трехкулачковый патрон с диаметром 100 мм.
Модель имеет две продольные подачи, работающие в автоматическом режиме. В резцедержатель можно установить до 4 резцов. Вращение этого узла производится точно перпендикулярно оси вращения. Все шестерни гитары изготовлены из закаленного металла, имеют продолжительный срок службы и высокую устойчивость к истиранию.
Достоинства:
- Все органы управления расположены удобно в одном месте;
- Заготовка позиционируется с высокой точностью;
- Массивная задняя бабка;
- Рабочая зона имеет длину 400 мм;
- Надежный защитный экран;
- Прямой привод шпинделя.
Недостатки:
Небольшой вес.
Для исправления недостатка необходимо внимательно отнестись к рекомендациям производителя по монтажу. Токарно-винторезный станок через поддон для сбора стружки прикручивается к верстаку. Это заметно снижает вибрацию и позволяет выполнять обработку металла с высокой точностью.
Proma SM-300E 25951830
Легкий настольный токарный станок известного чешского бренда предназначен для обработки цилиндрических и конических поверхностей. Коллекторный двигатель разгоняет шпиндель до 2500 об/мин. Скорость плавно регулируется в широком диапазоне. Легко справляется с нарезкой резьбы на металле и пластике. Заготовка позиционируется с высокой точностью, это способствуют направляющие с идеальной геометрией. При небольших размерах длина рабочей зоны составляет 250 мм.
Пользователи отмечают плавный ход задней бабки и суппорта, отсутствие люфтов. По этим показателям станок не отличается от профессионального оборудования. Модель предназначена для подключения бытовой электросети, а экономичный двигатель потребляет в среднем не более 300 Вт энергии. Качественно обрабатывает любой металл.
Достоинства:
- Ровная станина;
- Две скорости;
- Информативное управление;
- Защитный кожух;
- Удобная регулировка для дюймовой резьбы.
Недостатки:
Небольшой вес.
Ferrox ML 110×125 Vs 44924
Мини станок по металлу весит всего 13 кг. Производитель установил компактный коллекторный электродвигатель мощностью 250 Вт. Мотор легко разгонят шпиндель до скорости в 3600 об/мин, что является высокими показателями для своего класса. Предназначен для обработки цилиндрических заготовок, можно выполнять шлифование и сверление.
Скорость шпинделя варьируется в широком диапазоне, для регулировки на панели управления предусмотрены удобные рычаги. Обороты увеличиваются плавно, что гарантирует высокое качество обработки. Способствует этому и хорошо отшлифованные направляющие суппорта. При небольших размерах устройства, на нем обрабатываются детали, длиной до 125 мм.
Достоинства:
- Экономичность;
- Занимает мало места в мастерской;
- Не нуждается в сложном техническом обслуживании;
- Прочный корпус;
- Станина изготовлена из чугуна.
Недостатки:
Нет метрической и дюймовой резьбы.
Triod Lamt-500P/400 113016
Шесть скоростей и расстояние между центрами в 550 мм делает этот токарный станок для дома универсальным. Двигатель мощностью 370 Вт разгоняет шпиндель в диапазоне от 170 до 1950 об/мин, позволяя использовать твердосплавные резцы. Удобно расположенные рычаги управления скоростями помогают выбрать оптимальный режим быстро и с высокой точностью. Пиноль задней бабки выдвигается и позволяет надежно зафиксировать заготовку. Подача суппорта вперед и вбок расширяет возможности, позволяет выполнять мастеру фигурную проточку.
Резцедержатель четырехсторонний, в нем устанавливается 4 режущих инструмента, что помогает увеличить производительность. Защитный экран прочный, устойчивый к динамическим нагрузкам и не мешает обзору. При желании можно изменить величину подачи, установив другие шестерни гитары, которые идут в комплекте.
Достоинства:
- Точность при обработке;
- Хорошая комплектация;
- Устойчивость;
- Метрическая и динамическая резьба.
Недостатки:
- Высокая цена;
- Требуется подключение к трехфазной электросети.
Лучшие плоскошлифовальные машины
Конструкция и характеристика работы основных узлов станка

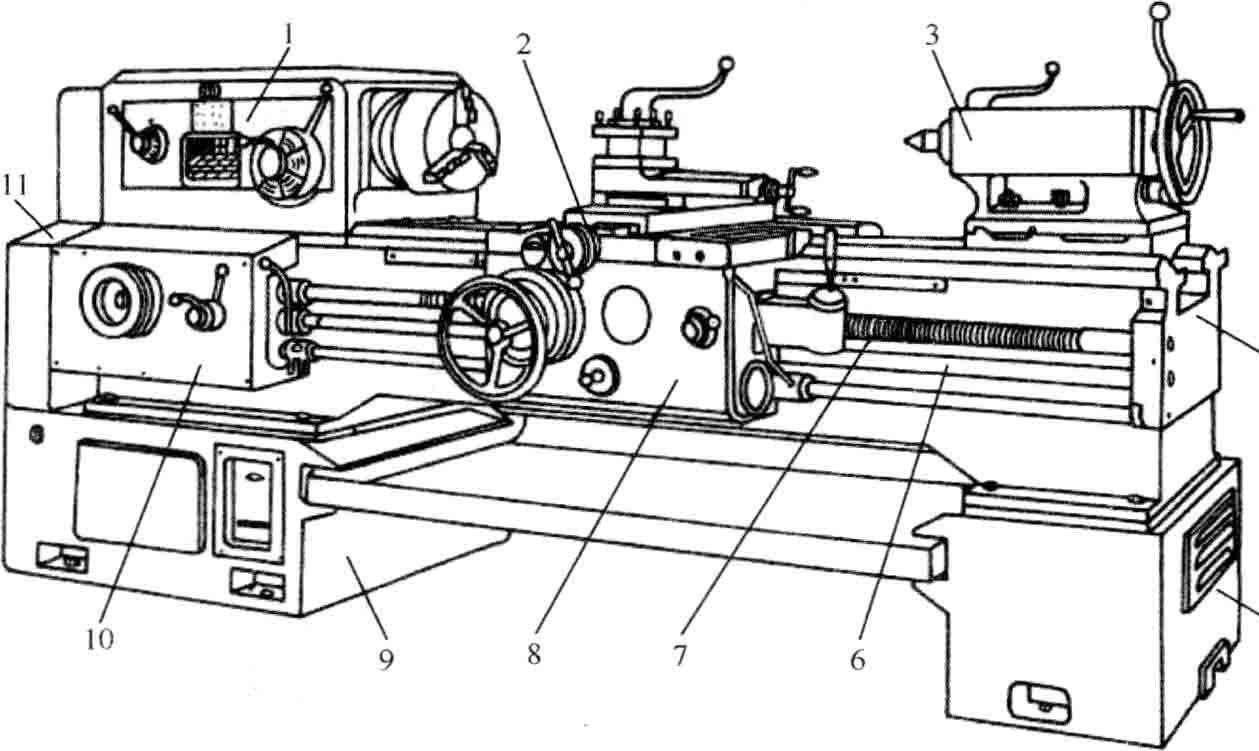
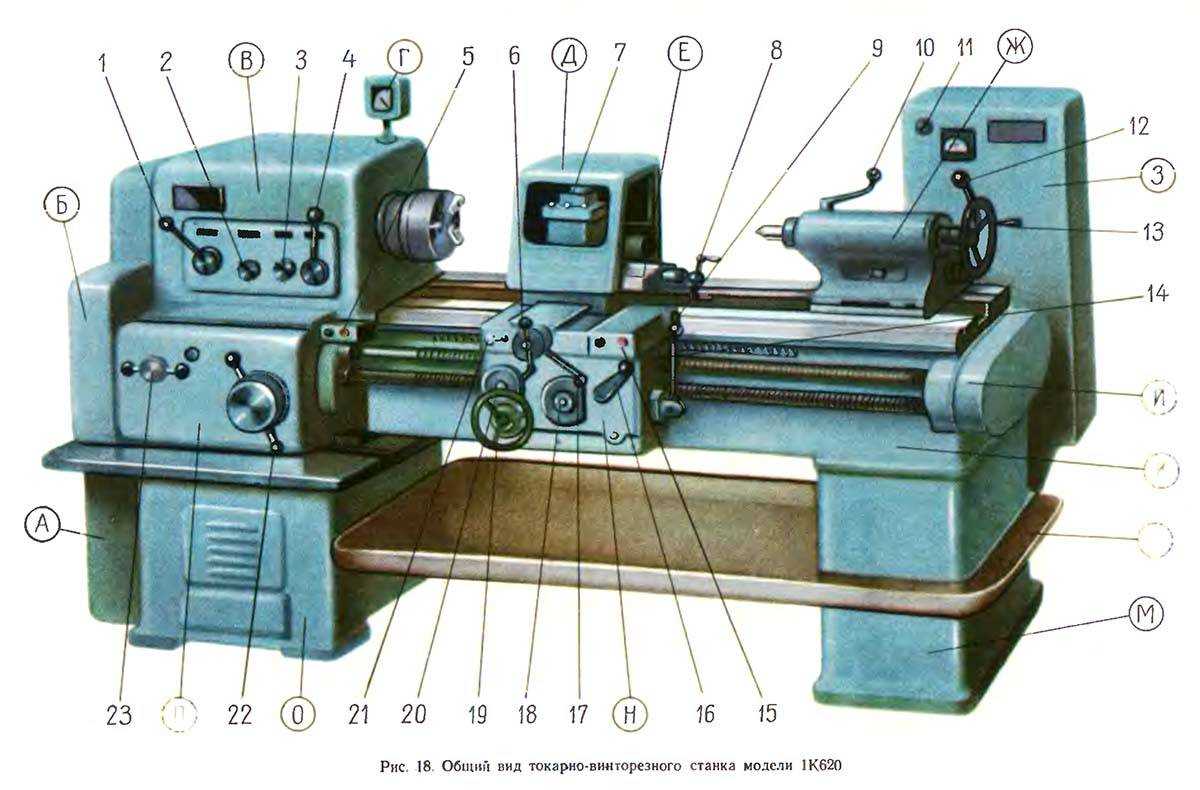
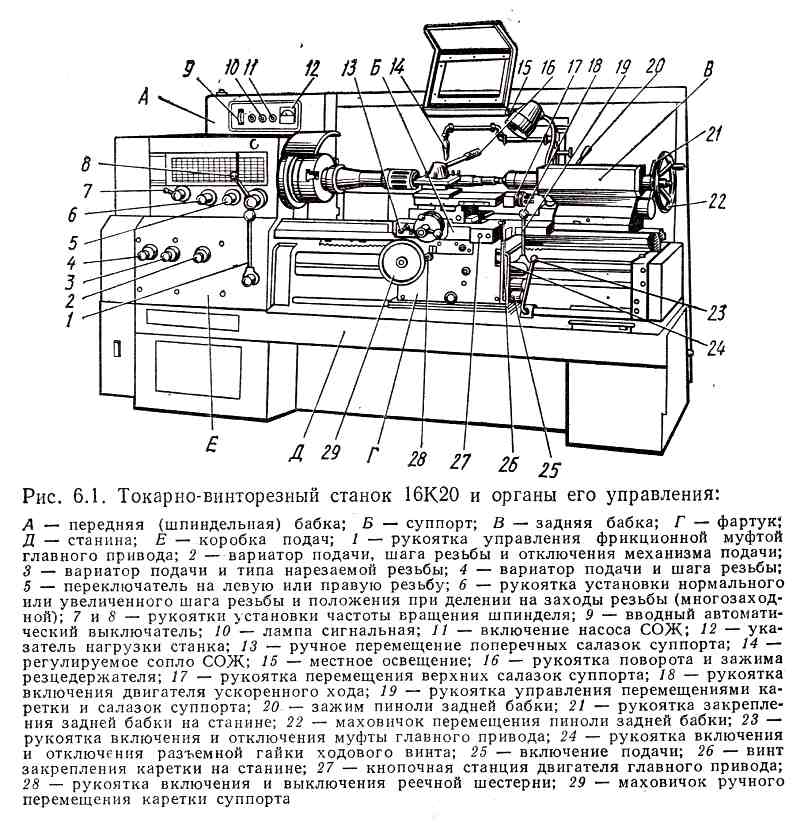
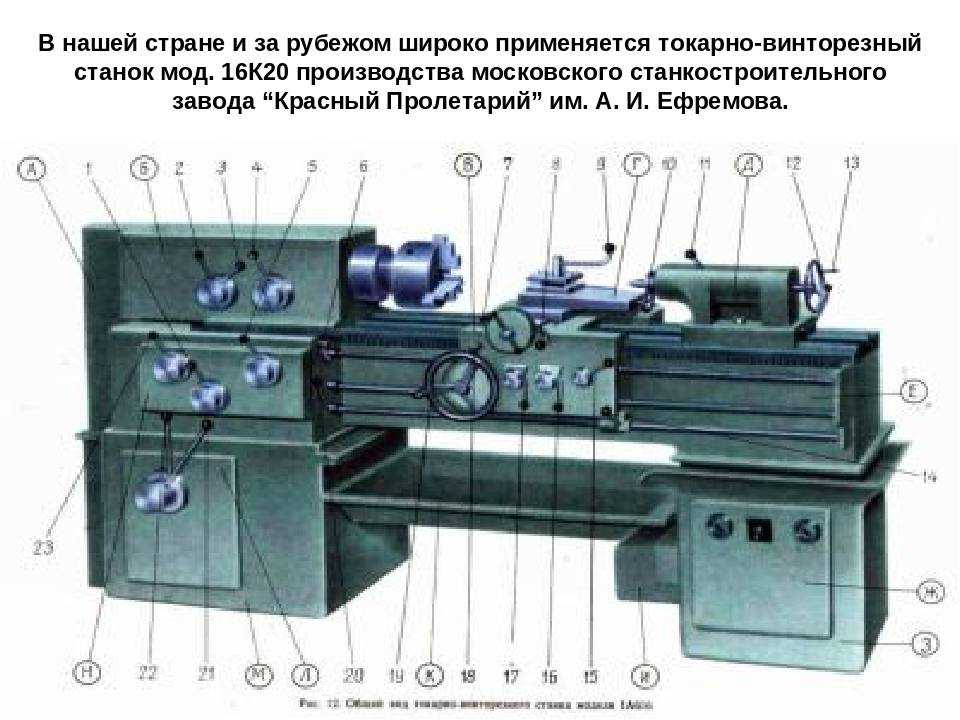
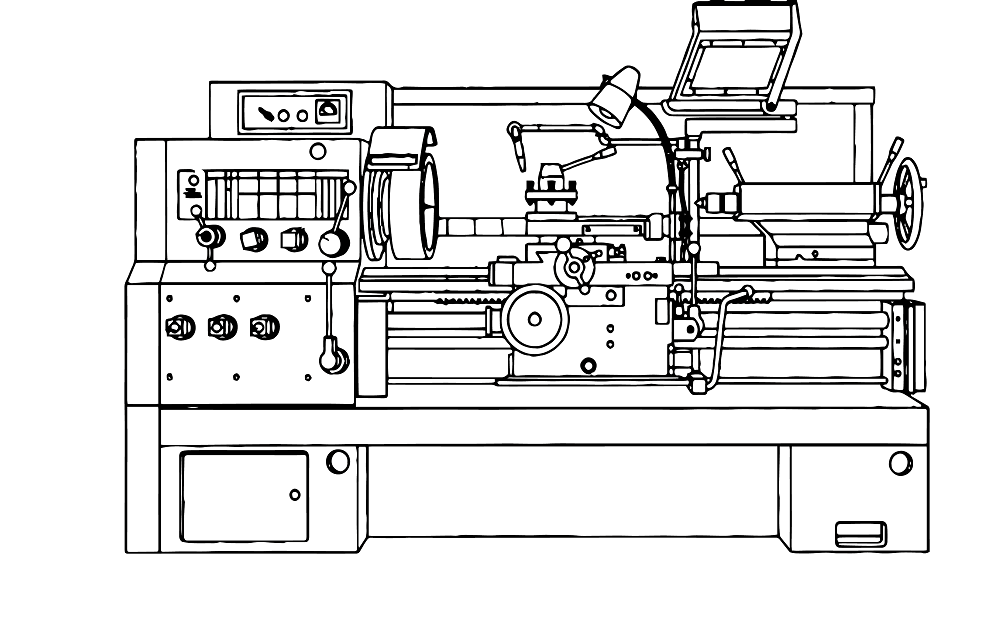
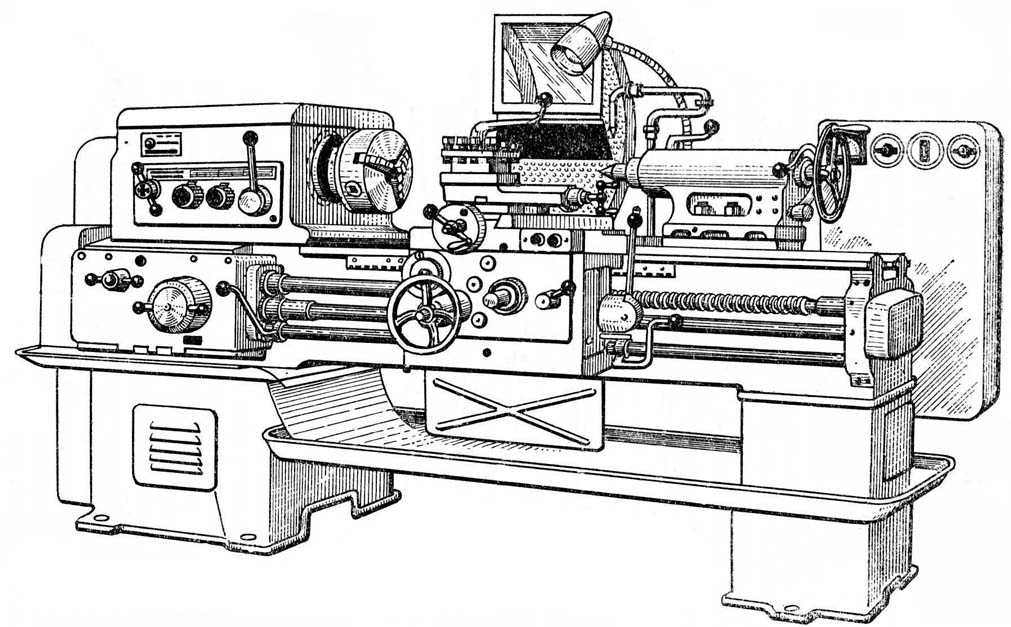
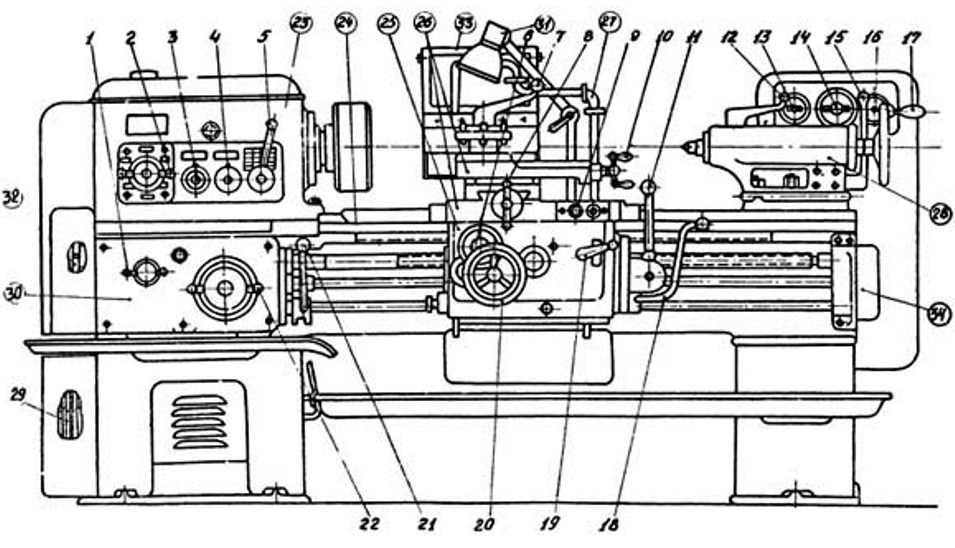
Общий вид и компоновка станка 1К62 (рис. 1)
Основные узлы станка: станина 13, которая служит для соединения между собой всех узлов станка; передняя бабка 2, в которой помещены шпиндель 4 станка и коробка скоростей; суппорт 11, на котором закрепляется режущий инструмент; задняя бабка 15; коробка подач 3, передающая вращение ходовому валику 24 и ходовому винту 23; шкаф 20 с электрооборудованием станка; тумбы 22 и 29.
Станина станка 13 (см. рис. 1, а) опирается на левую 29 и правую 22 тумбы, с которыми она жестко скреплена. В левой тумбе помещен электродвигатель главного привода станка. В правой тумбе помещен насос, подающий охлаждающую жидкость по шлангу на режущий инструмент. Во внутреннюю полость тумбы жидкость стекает из корыта 27. Наиболее точное положение подвижных узлов станка обеспечивается комбинированными направляющими станины — призматической а и плоской б (рис. 1, б).





Передняя бабка 2 закреплена болтами на левой стороне станины. Во внутренней части бабки помещены шпиндель 4 и коробка скоростей, сверху закрытая крышкой.
Через сквозное отверстие шпинделя 4 при необходимости можно пропускать обрабатываемый на станке пруток, а в коническое гнездо шпинделя устанавливать передний центр. На правом выступающем конце шпинделя имеются центрирующий поясок, буртик и резьба для точной центровки и крепления планшайбы с патроном 5, в кулачки которого устанавливают обрабатываемые заготовки.
Суппорт 11 предназначен для перемещения закрепленных на нем режущих инструментов и состоит из следующих основных частей: каретки 6, фартука 25, поперечных салазок 7, средней поворотной части 8, верхних салазок 10 и четырехместного резцедержателя 9 для установки и закрепления режущих инструментов.
Каретка 6 перемещается в продольном направлении по призматической а и плоской б направляющим (рис. 1, б). Планки 1 и 2 каретки скользят по нижним направляющим г и в. Перемещение каретки вручную в продольном направлении осуществляется вращением маховика 26 (рис. 1, а).
Фартук 25 жестко закреплен на каретке 6. В нем помещены механизмы, преобразующие вращательное движение ходового валика 24 и винта 23 в поступательное движение суппорта.
Для устранения люфта в винтовой передаче гайка винта состоит из двух частей, которые разводятся клином. Средняя часть 8 вместе с имеющимися на ней направляющими верхних салазок 10, которая может быть повернута относительно оси станка на угол и закреплена на поперечных салазках 7, предназначена для обработки конических поверхностей изделий.
Верхние салазки 10 предназначены для перемещения резца вручную при вращении рукоятки 12. Точный отсчет величины перемещения суппорта вручную производится по лимбам с ценой деления 0,05 мм
Коробка подач 3 служит для передачи вращения ходовому валику 24 либо ходовому винту 23. Коробка подач связана со шпинделем станка передачей, в которую входит и гитара сменных колес, расположенная под щитком 1.
Задняя бабка 15 предназначена для поддержки задним центром обрабатываемых заготовок или для установки и перемещения осевых инструментов. Основные части задней бабки: плита 17, корпус 16, пиноль 14, прижимная планка 1 (рис. 1, в).
Задняя бабка перемещается по призматической а и плоской б направляющим (рис. 1, в) станины станка. Перемещение производится либо вручную, либо с помощью суппорта — в случае соединения с ним задней бабки замком (рис. 1, г). Замок состоит из планки 2, прикрепленной к поперечным салазкам 1, суппорта и планки 4, соединенной с плитой 3 задней бабки. Подводя суппорт к задней бабке и перемещая салазки 1 в поперечном направлении, заводят выступ планки 2 за выступ планки 4. При этом задняя бабка соединяется с суппортом и вместе с ним будет перемещаться в продольном направлении от механизма подач.
Для того чтобы вершина заднего центра была точно расположена на оси станка, корпус 16 (рис. 1, а) перемещают в поперечном направлении относительно плиты 17. Для обработки конических поверхностей деталей задний центр смещают винтом 19 от оси станка в направлении «на себя» или «от себя». Пиноль 14 имеет коническое отверстие для установки заднего центра или осевых инструментов.
Электрооборудование станка расположено в шкафу 20. На передней стенке шкафа помещена панель 18 с амперметром, указывающим ток главного электродвигателя станка, и переключателями, включающими станок в электрическую сеть, освещение станка и электродвигатель насоса, подающего охлаждающую жидкость.
Под крышкой 21 расположен электродвигатель ускоренного перемещения суппорта.