
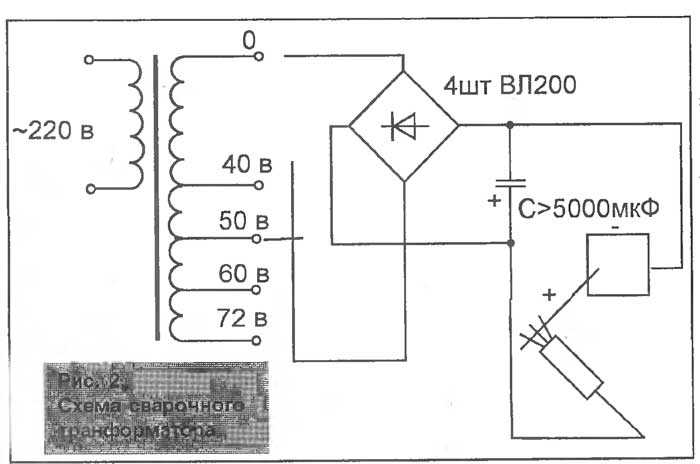
Сварочный трансформатор
Теперь мы пришли к выводу, что собирать контактную сварку из инвертора своими руками, процесс трудоёмкий и неоправданный. И в дальнейшей моей публикации мы будем говорить о сборке аппарата с трансформатором из микроволновой печи.
Для выбора трансформатора (так как любой нам не подойдёт), мы рассчитываем на рекомендуемую мощность, а мощность должна быть не меньше 1кВт и даже более, так как при меньшей мощности вы не сможете варить металл толщиной в 1мм, прошу вас обратить на это внимание. Трансформаторы, мощность от 1кВт есть далеко не во всех СВЧ, такие мощные микроволновки имеют больше функций, если сравнивать с обычными СВЧ
Трансформаторы, мощность от 1кВт есть далеко не во всех СВЧ, такие мощные микроволновки имеют больше функций, если сравнивать с обычными СВЧ.
Также, если соединить два трансформатора по 1кВт и в результате вы получите, вероятно, мощный сварочный аппарат.
Итак, у нас уже есть трансформатор, теперь приступаем к аккуратному демонтажу вторички, скорее, просто так вы её снять не сможете, не исключён вариант, что она может быть глухо приклеена.
Вторичную обмотку срезаем зубилом или спиливаем ножовкой по металлу, или её можно аккуратно высверлить.
После всех, успешно проделанных приёмов с вторичкой, у вас должны будут остаться первичка и сердечник.
Не стоит переживать, вы вряд ли вам удастся перепутать первичку с вторичкой, так как чаще всего, первая сделана из более толстого провода, и самое главное, не повредите её при демонтаже ненужных деталей.
Дальше, вам нужно убрать шунты, они располагаются с двух сторон трансформатора.
После этого нам понадобятся медные провода, о которых я говорил в начале статьи. Теперь приступаем к намотке вторички. Я рекомендую брать в работу многожильный провод, толщиной 100мм2, так как это сечение нам достаточно подходит, тем более, что нам понадобится всего 3-4 витка, если сделать пару дополнительных витков, то в результате мы получим более мощный аппарат, но в нашем варианте будет достаточно трёх.
Особенности подбора электродов
Самодельная точечная сварка должна выполняться правильно с учетом важных нюансов. Для нее требуют электроды. Профессионалы при проведении работ на производстве применяют промышленные электроды, выполненные по ГОСТ 14111-69. Они обладают высоким качеством и имеют длительный срок службы.
Стоит отметить! Многие умельцы прибегают к самостоятельному изготовлению электродов. Для этих целей они используют специальные стержни. Чтобы правильно изготовить, можно посмотреть в интернете видео, в котором подробно описывается процесс самостоятельного изготовления расходных материалов.
Точечная сварка в домашних условиях должна выполняться электродами, которые имеют следующие особенности:
- В зависимости от мощности сварочного оборудования могут применяться медные стержни с диаметром от 5 до 15 мм.
- С одной стороны они вставляются в металлическую гильзу с зажимными болтами, которая закреплена на кабеле от трансформатора.
- Электроды обычно зажимаются при помощи болтов. Иногда может применяться пайка, это более надежное крепление, но в данном случае затрудняется смена электрода.
- Для медных электродов обязательно применяются провода из меди.
- Рабочие концы стержней могут быть заостренными, овальными или плоскими.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
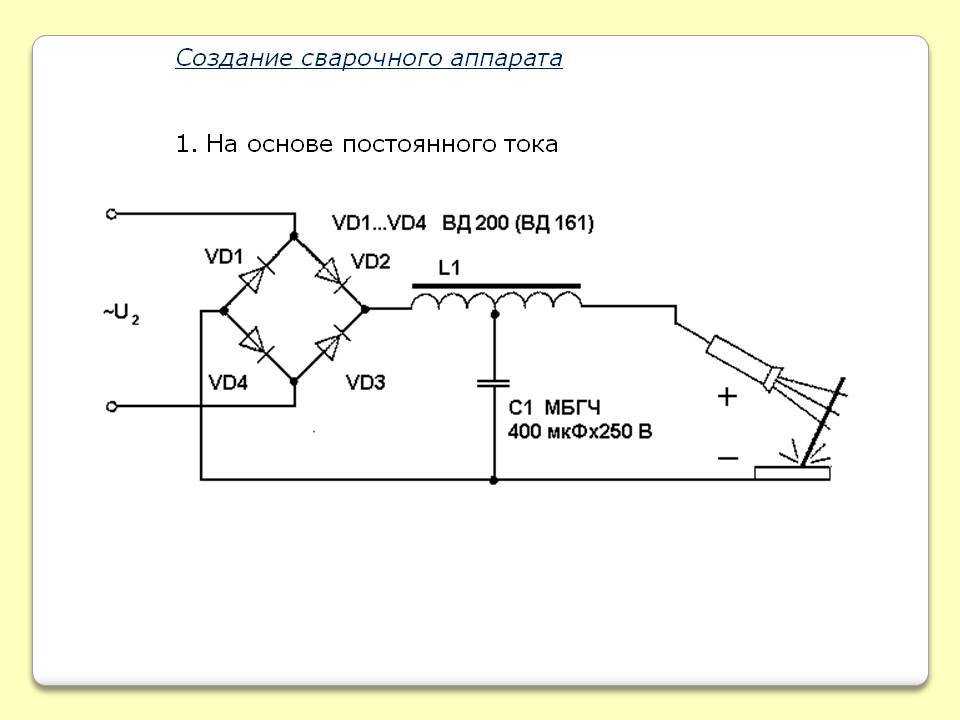
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции.
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе. Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях ращрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
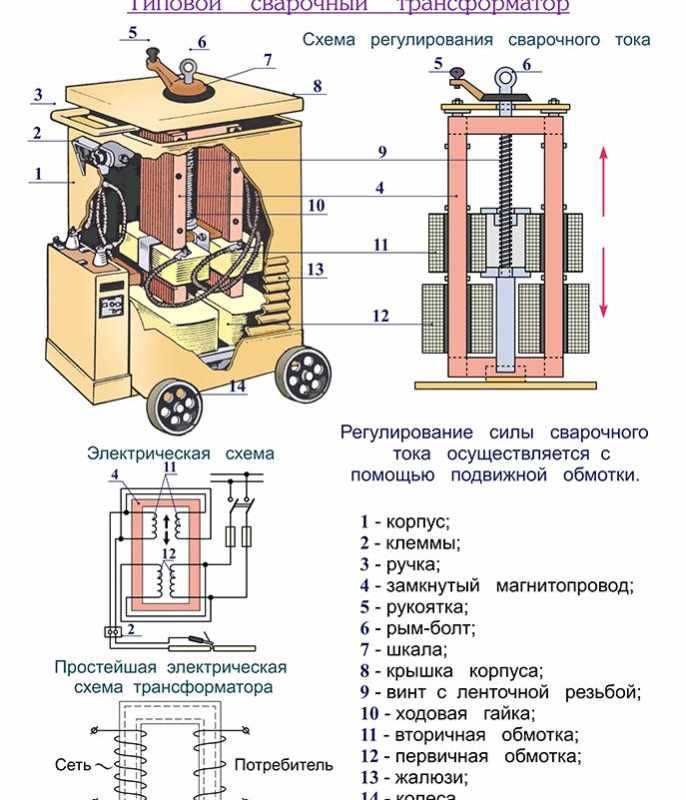
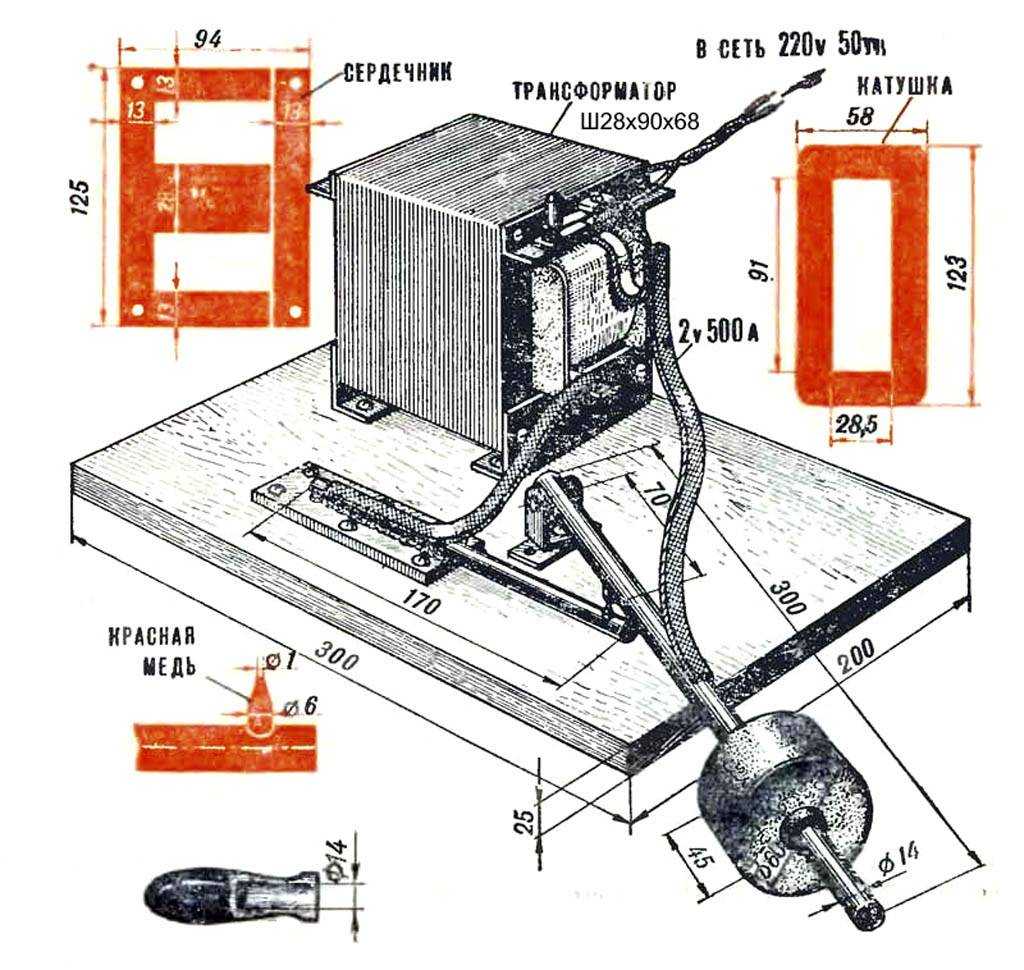
Схема устройства сварочного трансформатора.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2. Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне
Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.




Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Необходимое оборудование для контактной сварки
Чтобы собрать аппарат контактной сварки своими руками нужно определить заранее, как вы хотите его использовать. Небольшой вес инверторного агрегата, который мы возьмём за основу комплекта, позволяет собрать как мобильный, так и стационарный вариант. Дело в том, что клещи, обеспечивающие необходимое давление в точке сварки, можно смонтировать на стационарной платформе или же на гибком шланге.
Жёстко закреплённые электроды больше подходят для поточного шовного соединения листового металла, тогда как мобильный вариант является более универсальным.
Отдельно нужно рассмотреть критерии выбора сварочного инвертора, как источника тока для контактного способа работы. Он должен обладать широким спектром регулировок по току и напряжению, а поскольку форма сигнала на выходе является импульсной, то и этот параметр должен быть настраиваемым. Таким образом, аппарат контактной сварки АКС должен быть оборудован тугоплавкими электродами, которые могут быть смонтированы в следующих вариантах, а именно:
- стационарный вариант, при котором на неподвижный минусовой электрод накладывается свариваемые листы, и точечно придавливаются положительным электродом;
- мобильный вариант с использованием клещей, позволяющих сдавливать соединяемые детали в точке сварки;
- вариант с использованием сварочного пистолета, как положительного электрода, где минусом является деталь кузова.

Использование пистолета характерно для работы споттера при кузовном ремонте и в этом случае применяются сменные медные наконечники, которые и дают возможность выправить дефектные участки. В целях экономии можно сделать сварочный пистолет или клещи своими руками, как в стационарном, так и в мобильном варианте. Для этого понадобятся следующие материалы и инструменты:
- текстолит для пистолета или клещей;
- пусковая кнопка;
- крепёжные болты с гайками;
- медный или бронзовый наконечник в роли электрода;
- соединительные кабели и провода;
- мини-патрон с лампочкой для подсветки;
- электролобзик, болгарка и электродрель;
- мощный электропаяльник;
- приспособления для разметки;
- набор отвёрток и гаечных ключей.
Важно обеспечить надёжный контакт сварочного кабеля с держателем наконечника или сменных наконечников во избежание перегрева и потерь мощности. Необходимо продумать быструю смену бронзовых или медных электродов, или наконечников, поскольку условия работы могут меняться, а при ремонте листового металла кузова машины замена является частью технологического процесса
Необходимо продумать быструю смену бронзовых или медных электродов, или наконечников, поскольку условия работы могут меняться, а при ремонте листового металла кузова машины замена является частью технологического процесса.
Методы точечного сваривания
Это вид сварки условно подразделяются на два метода: мягкий и жесткий.
Мягкий режим. В этом режиме при сваривании происходит постепенный разогрев деталей с использованием тока небольшой силы. На сваривание металлических поверхностей в этом режиме необходимо около трех секунд времени.
В этом режиме мощность потребления тока станком (прибором) уменьшается. Режим, как правило, используется при сваривании металлов обладающих свойствами закаливания.
Жесткий режим. Определяется кратковременной длительностью большой силы электротока и мощным стискиванием свариваемых элементов в точке сваривания. Плотность потребляемого электротока в этом режиме достигает 300А на 1мм2. На производство процесса сваривания затрачивается до полутора секунд.
Главный недостаток этого метода – большая потребность электроэнергии (станков) и большие перегрузки промышленной сети. Преимущество – минимальное время сваривание поверхностей.
Какое освещение Вы предпочитаете
ВстроенноеЛюстра

Самодельная точечная контактная сварка
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.
В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел – трансформатор – можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току
Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения
Сварочный аппарат своими руками
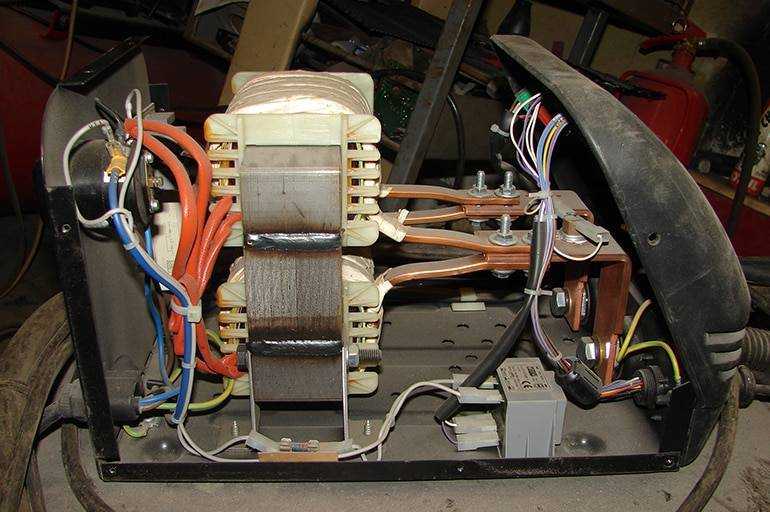
Основой сварочного аппарата является трехфазный понижающий трансформатор. Не разбирая сердечника, необходимо перекусить медную шину и снять вторичные обмотки со всех катушек. Первичные проводки остаются нетронутыми, а среднюю нужно перемотать тем же проводом, образуя отводы через каждые 30 витков. Их всего должно быть 8 – 10.
Используя трехфазный силовой многожильный кабель, намотайте на две крайние катушки вторичную обмотку, до их полного заполнения. Кабель должен состоять из проводов D – 6-8 мм., а один из них должен быть потоньше. Он надежно изолирован и способен выдержать большой ток. Благодаря гибкости провода, намотку можно осуществить без предварительной разборки оборудования. Вам понадобиться ориентировочно 25 метров кабеля. При необходимости, его можно заменить проводом меньшего сечения, в данном случае при намотке, жилы нужно сложить вдвое.
В одиночку с такой задачей будет сложно справиться. Рекомендуется выполнять работу вдвоем: один протягивает провод, второй укладывает витки. Для изготовления клем, понадобится медная трубка D – 10 — 12 мм и длиной в 30 — 40 мм. Одну сторону трубки нужно расклепать, в получившейся пластине просверлить отверстие D – 10 мм. В другую сторону вставляются провода, которые следует тщательно зачистить. При помощи молотка, необходимо обжать зачищенные провода. Для улучшения контакта на поверхности трубки нужно сделать насечки.
Штатные винты с гайками, находящиеся на верху трансформатора, необходимо удалить и заменить их двумя новыми с резьбой М10, к ним присоедините клемы вторичной обмотки. К трансформатору нужно прикрепить отдельную текстолитовую плату. Это необходимо для выводов первичной обмотки. Перед тем как прикрепить плату, в ней нужно просверлить 11 отверстий D – 6 мм. и вставить в них винты с двумя шайбами и гайками.


Вот такой эстетический вид, может иметь, точечная сварка собранная своими руками
В качестве электродержателя выступает труба 3/4 длиной 250 мм, с обеих сторон которой выпиливаются выемки. Для обеспечения свободного прижатия электрода, к держателю приваривается отрезок стальной проволоки. На противоположной стороне просверливается отверстие и присоединяется отрезок такого же кабеля, который использовался при вторичной обмотке. Труба должна быть скрыта резиновым шлангом подходящего диаметра.
Учтите: сварочная машина используется для небольшого объема сварочных работ, поэтому после работы с 10-14 электродами, ей нужно дать остыть.
Электроды для точечной сварки
Никакая контактная сварка не сможет осуществиться без специфического сварочного атрибута, который называется — электроды для контактной сварки. Для точечной контактной сварки используются специальные электроды, которые изготавливают из сплавов с высокой теплопроводностью. Электроды выполняют функцию сжатия металла и подводки тока к изделию. Тепловая концентрация при точечной сварке зависит от наконечника, поэтому очень тонкий наконечник подвержен быстрому износу и требует постоянного подточки. Самая распространенная форма наконечника – конус. Для того чтобы электроды прослужили долго необходимо соблюдать следующие условия:
- Не использовать тонкие наконечники для тяжелой сварки;
- Использовать для определенного материала специально предназначенные электроды;
- Использовать водяную рубашку;
- Хранить электроды в местах, где они не получат повреждения;
Электроды для точечной сварки не рекомендуется подпиливать, так как это способствует появлению неровностей и приведет к некачественной сварке.
Сборка аппарата из микроволновки
Изготавливаемый таким способом аппарат позволяет вести сварку переменным током с нерегулируемой силой.
Перечень необходимых инструментов
Для создания самодельного аппарата из микроволновой печи потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные прутки;
- молоток;
- зубило;
- нож.
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполняют следующие действия:
- Удаляют вторичную обмотку, используя ножовку или стамеску. Демонтаж выполняют аккуратно, стараясь не повредить подлежащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Снимают металлические шунты, ограничивающие силу тока.
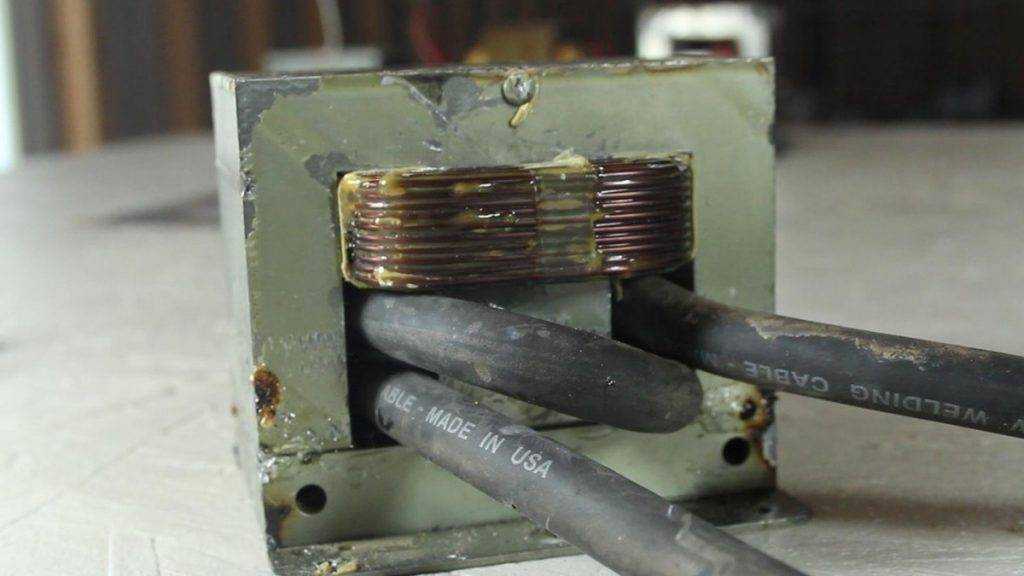
- Формируют вторичную обмотку. На этом этапе потребуется провод КГ 1х35. Он выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. Внешнюю резиновую изоляцию с кабеля снимают.
- Сердечник оклеивают скотчем, облегчающим скольжение провода при намотке. Кабель укладывают 3 плотными витками. Для обмотки допускается применение многожильного мягкого провода. Общий диаметр жил должен составлять не менее 1 см.

После переделки трансформатор должен иметь напряжение холостого хода не более 3В, силу тока не менее 800 А.
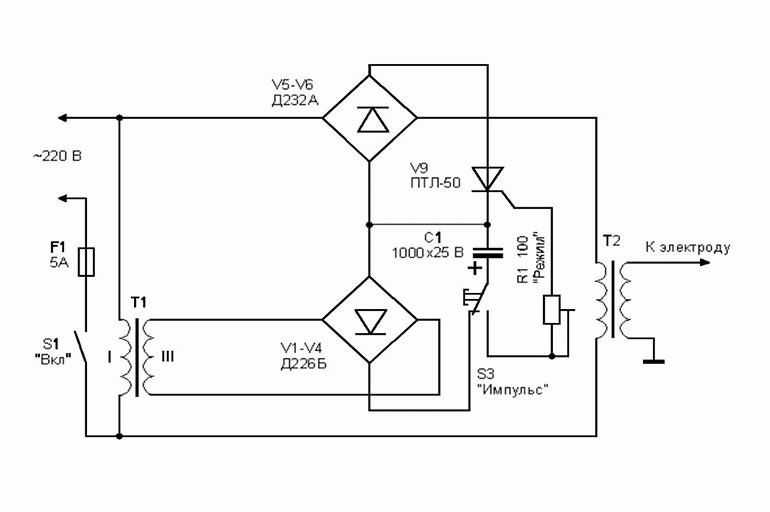
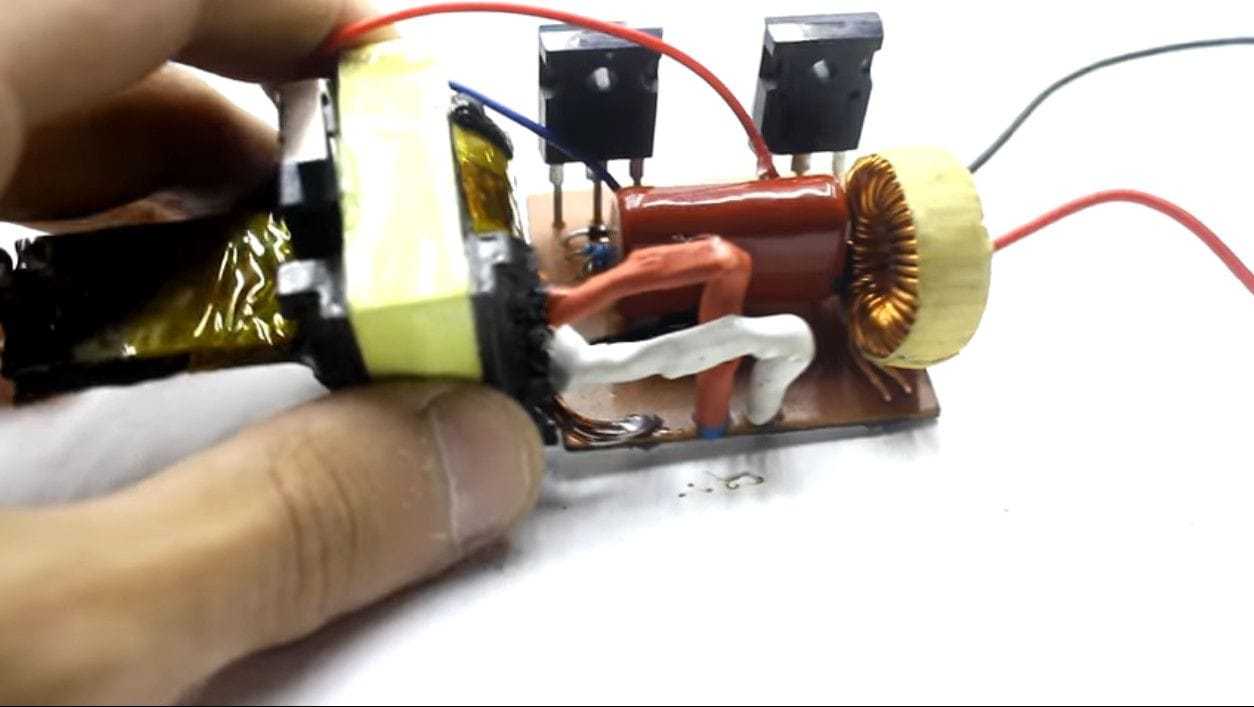
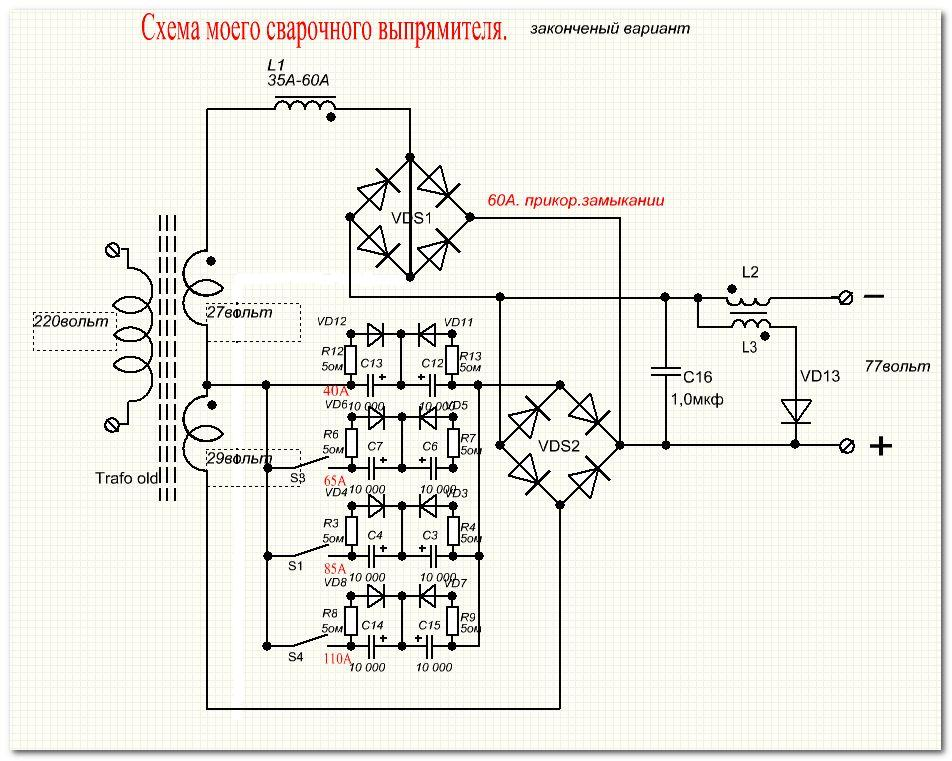
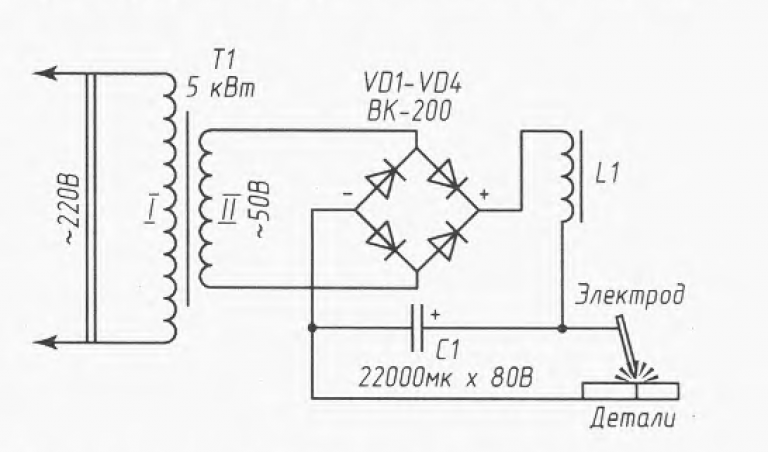
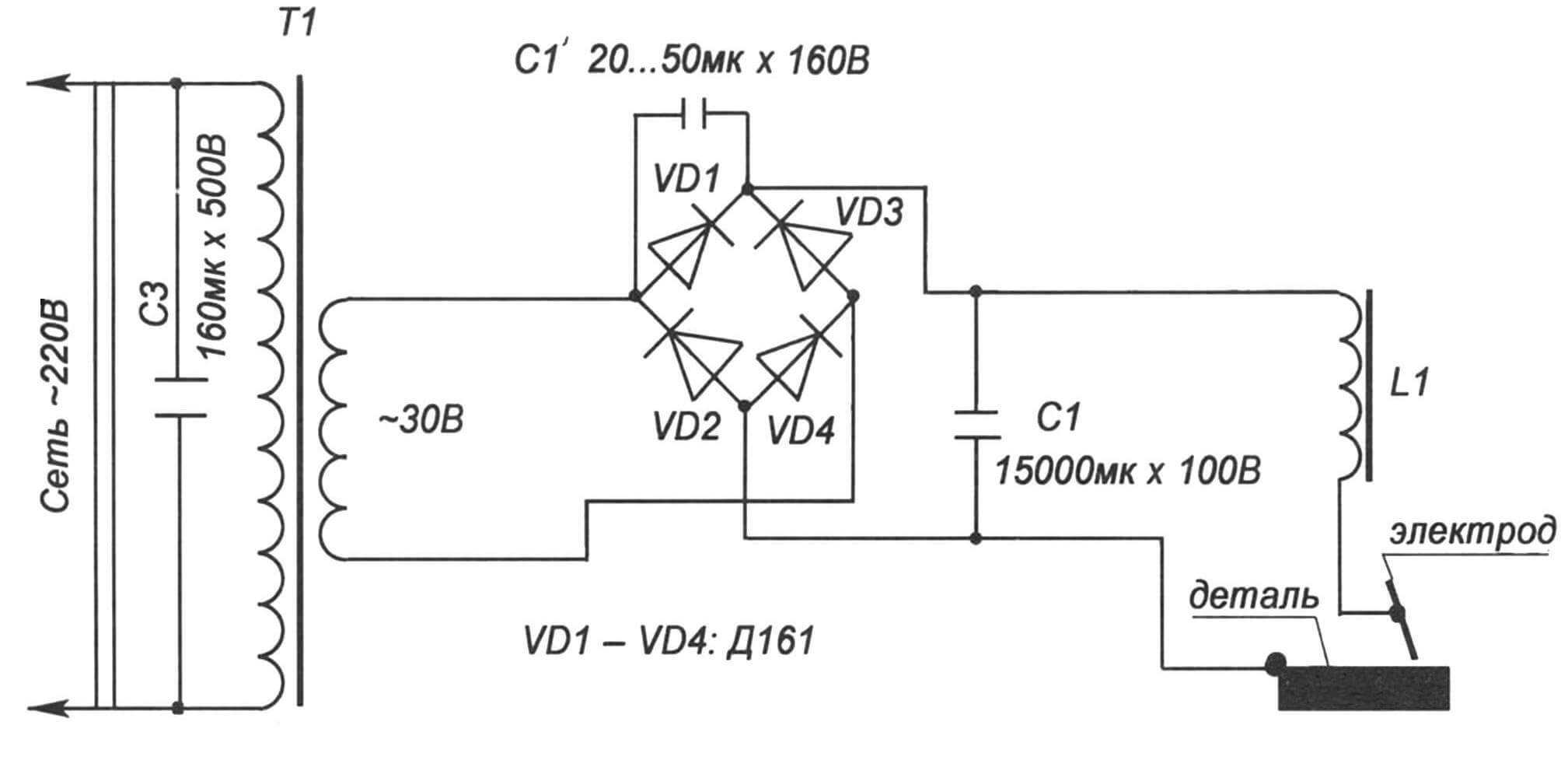
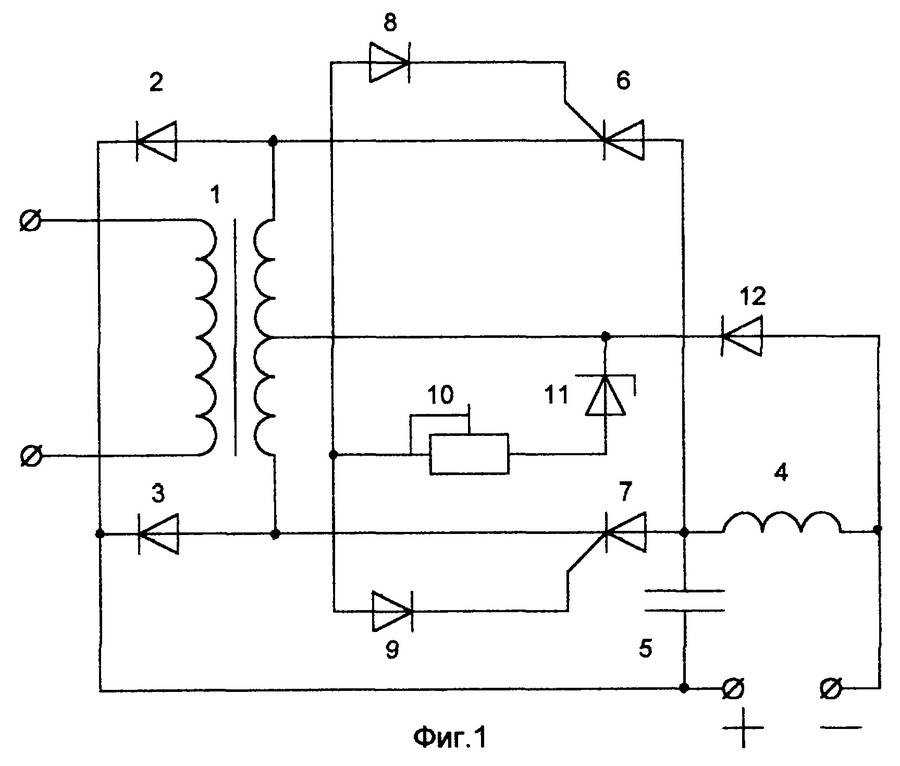
Схема самодельного устройства
Создание электрической цепи сварочного аппарата не вызывает затруднений. Электрод мягким кабелем соединяют с вторичной обмоткой трансформатора. В схему включают тиристоры, выпрямительные мосты. Один конец прижимного пистолета соединяют с вторичной обмоткой, другой – надежно фиксируют на аппарате.
Принцип действия электрической цепи агрегата таков:
- Однофазный или трехфазный ток подается на прижимной механизм.
- При нажатии кнопки на рукоятке пистолета открывается тиристор.
- Конденсатор заряжается от трансформатора. Тиристор закрывается, срабатывает прижимной механизм. Последний функционирует до разряда конденсатора. Повторное нажатие кнопки способствует подачи нового импульса. Время сохранения заряда конденсатора задается переменным резистором.

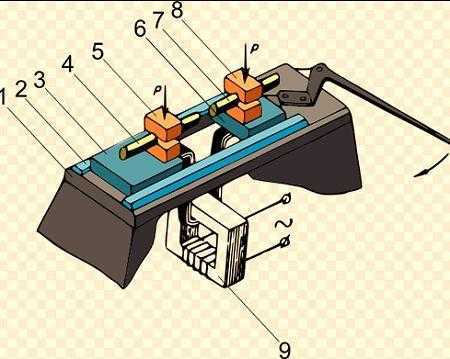
Сборка аппарата
Для создания рабочей части аппарата выполняют следующие действия:
- Собирают основу из нижней части корпуса микроволновой печи. На ней закрепляют один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. Ко второму краю профиля подсоединяют сварочный электрод с кабелем, подключенным к трансформатору. Провод наматывают на штангу, что предотвращает его повреждение.
- Обустраивают подвижную часть аппарата, имеющую вид рычага. В качестве оси используют длинный гвоздь. Создаваемые из профилей или брусков боковые стойки крепятся саморезами. Между ними и основанием рычага не должно оставаться расстояние. В противном случае точность воздействия аппарата снижается.
Тест работоспособности
После всех монтажно-сборочных работ аппарат проверяют следующими способами:
- Замеряют основные рабочие параметры агрегата. Для этого используют осциллограф. Сила импульса тока должна составлять около 800 А.
- Применяют собранное устройство на практике. Для этого создают пробный шов. После завершения работы замеряют температуру трансформатора. Если она является слишком высокой, схема собрана неправильно. Когда показатель находится в пределах нормы, делают еще 2 пробных шва.

Проверка работы
Чтобы проверить аппарат необходимо использовать для этого осциллограф. Инвертор подключают к сети в 220 В, а затем по прибору проверяются, насколько выходные параметры соответствуют требуемым. Например, напряжение должно быть в пределах 500-550 В. При абсолютно правильной сборке и правильно подобранных деталях, это значение не должно переходить порог в 350 В.
После таких замеров и приемлемых показателей осциллографа, можно приступать к выполнению сварочного шва. После того, как первый электрод полностью выгорит, необходимо провести замеры температуры на трансформаторе. Если он кипит, то схема нуждается в доработке, аппарат необходимо отключить и внести изменения. Только после того, как приняты меры по устранению данного недочета, можно повторно выполнить запуск с таким же замером температуры после окончания работы.

Пример компоновки передней панели инвертора
Устройство и принцип работы контактной сварки
Принцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.
При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм.
Соединение поверхностей выполняется одним из трех способов:
- При использовании метода оплавления все детали, предназначенные для сварки, соединяются и нагреваются действием электрического тока до их расплавления. Данная технология широко используется в работе с цветными металлами, низкоуглеродистыми сталями, латунными и медными заготовками. В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
- Непрерывная сварка заготовок методом оплавки выполняется с применением сварочных клещей. Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.
- Третий способ представляет собой прерывистую оплавку, при выполнении которой обеспечивается поочередное плотное или ослабленное соприкосновение заготовок. Сварочная линия замыкается в области соединения зажимными клещами до поднятия их температуры к отметке 950 градусов. Данный метод применяется, если мощность сварочного устройства изначально недостаточна для выполнения непрерывной оплавки.
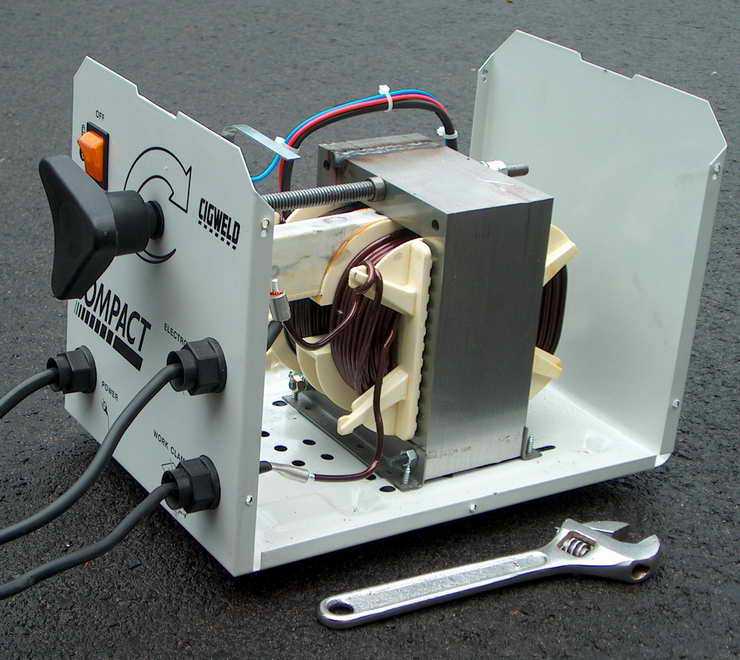
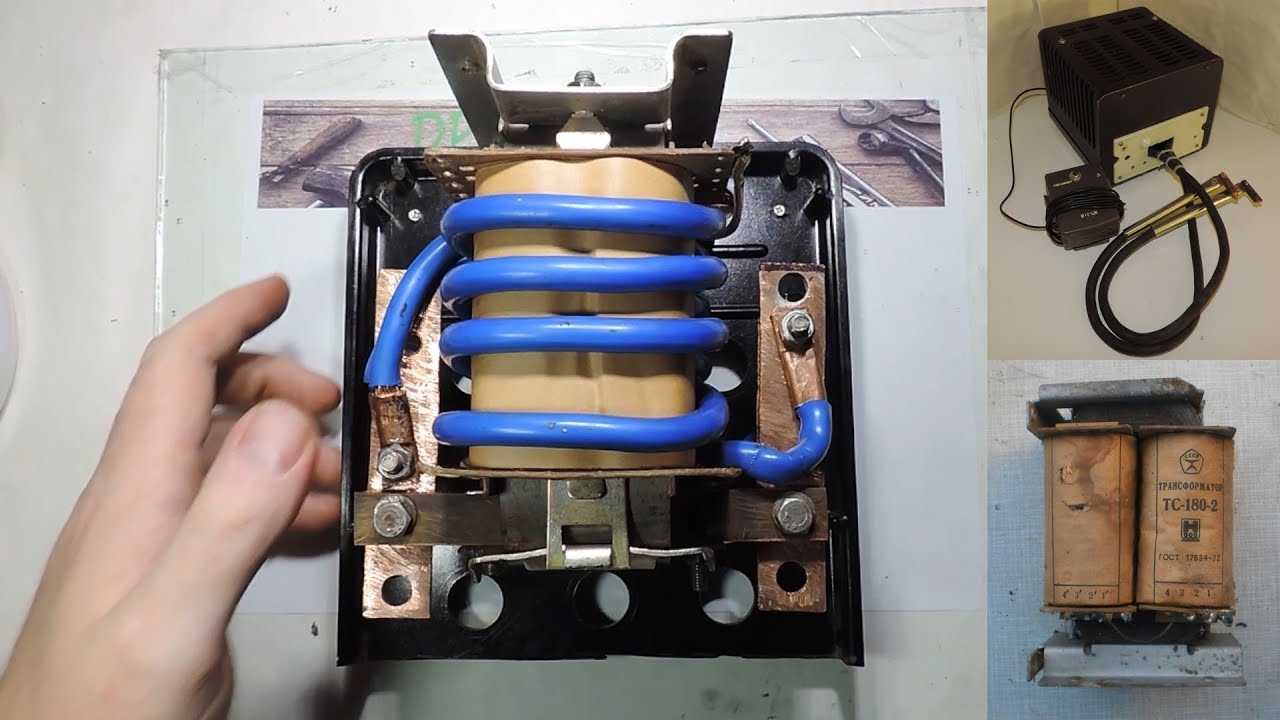
Сварочный аппарат из микроволновки
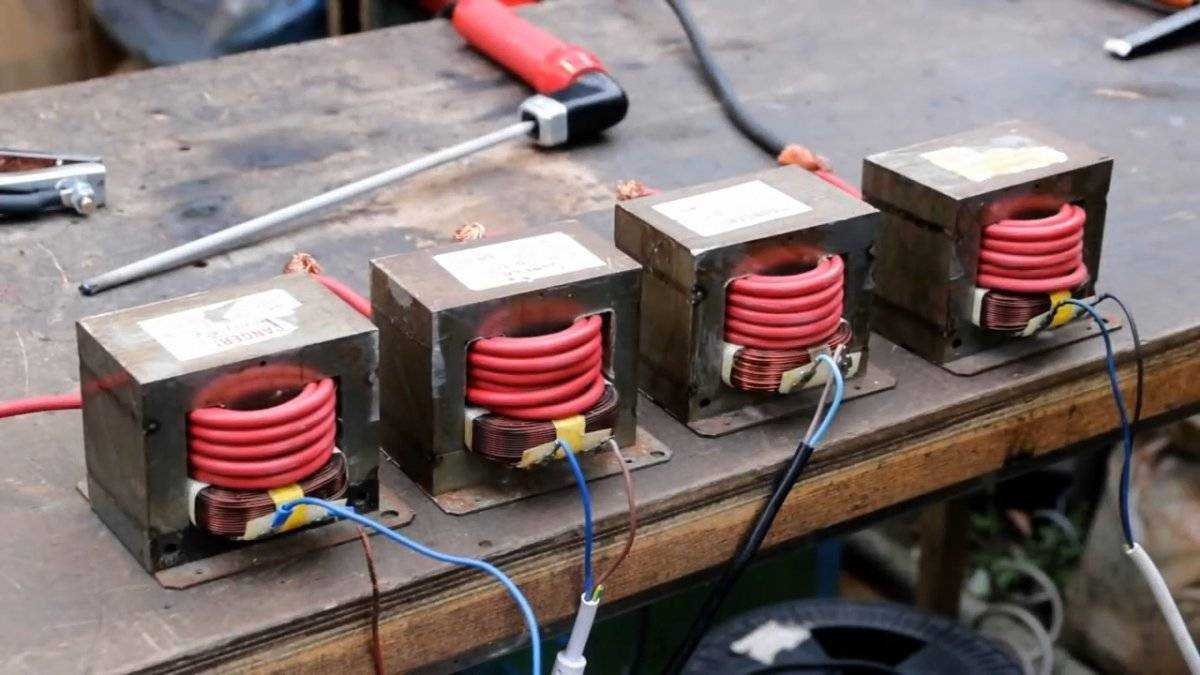
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
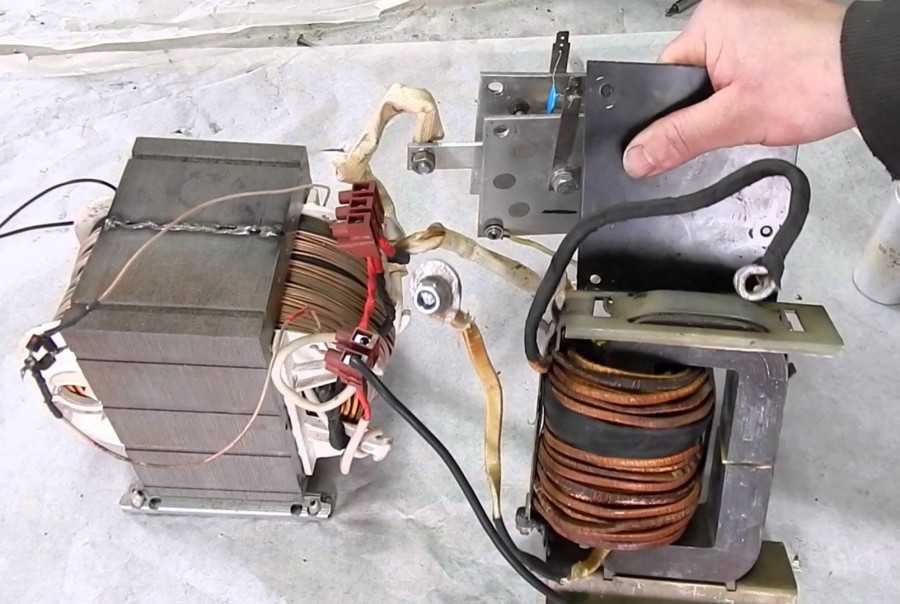
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
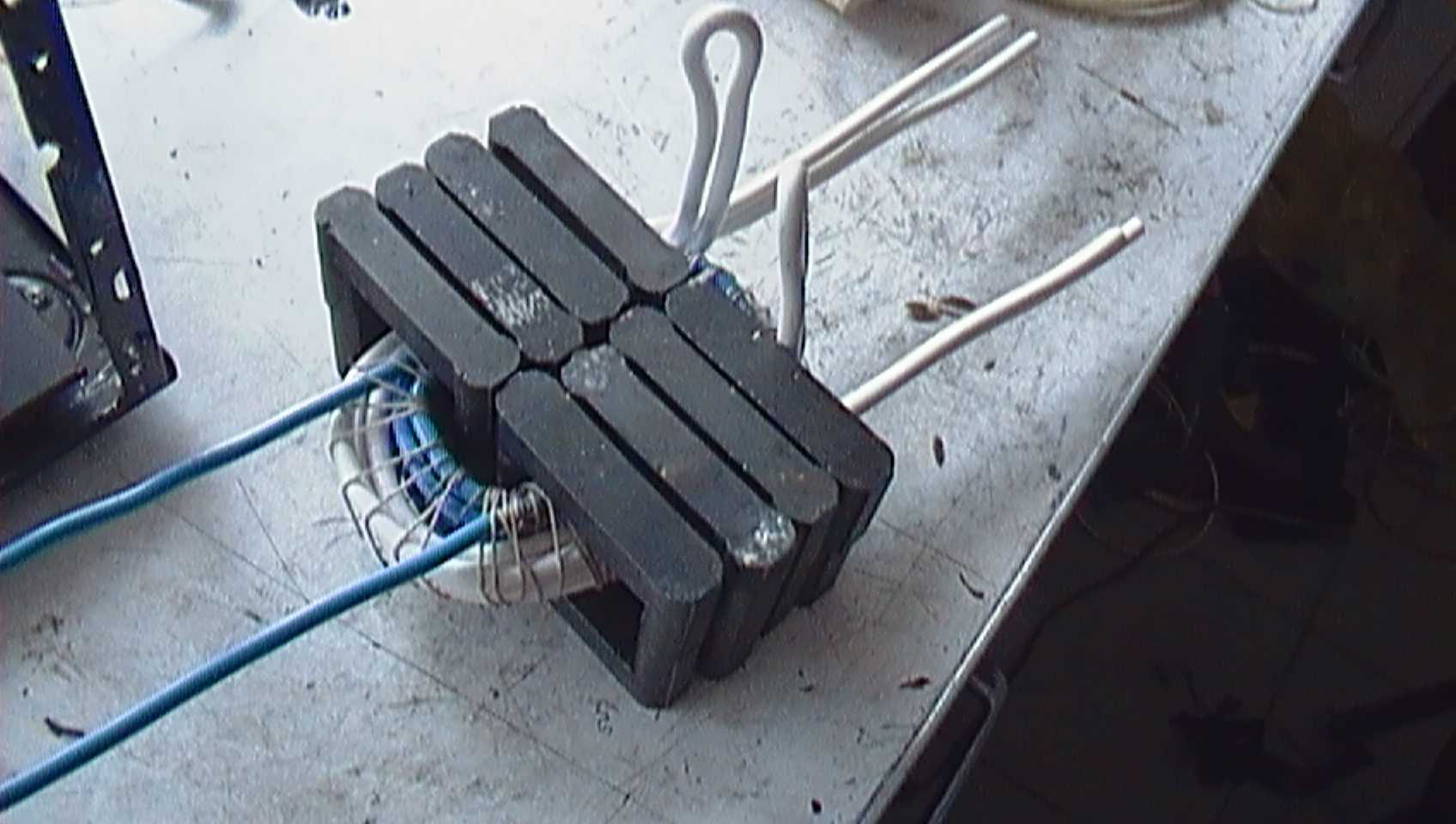
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Далее, с помощью сверла или зубила выбейте остатки намотки.
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов.

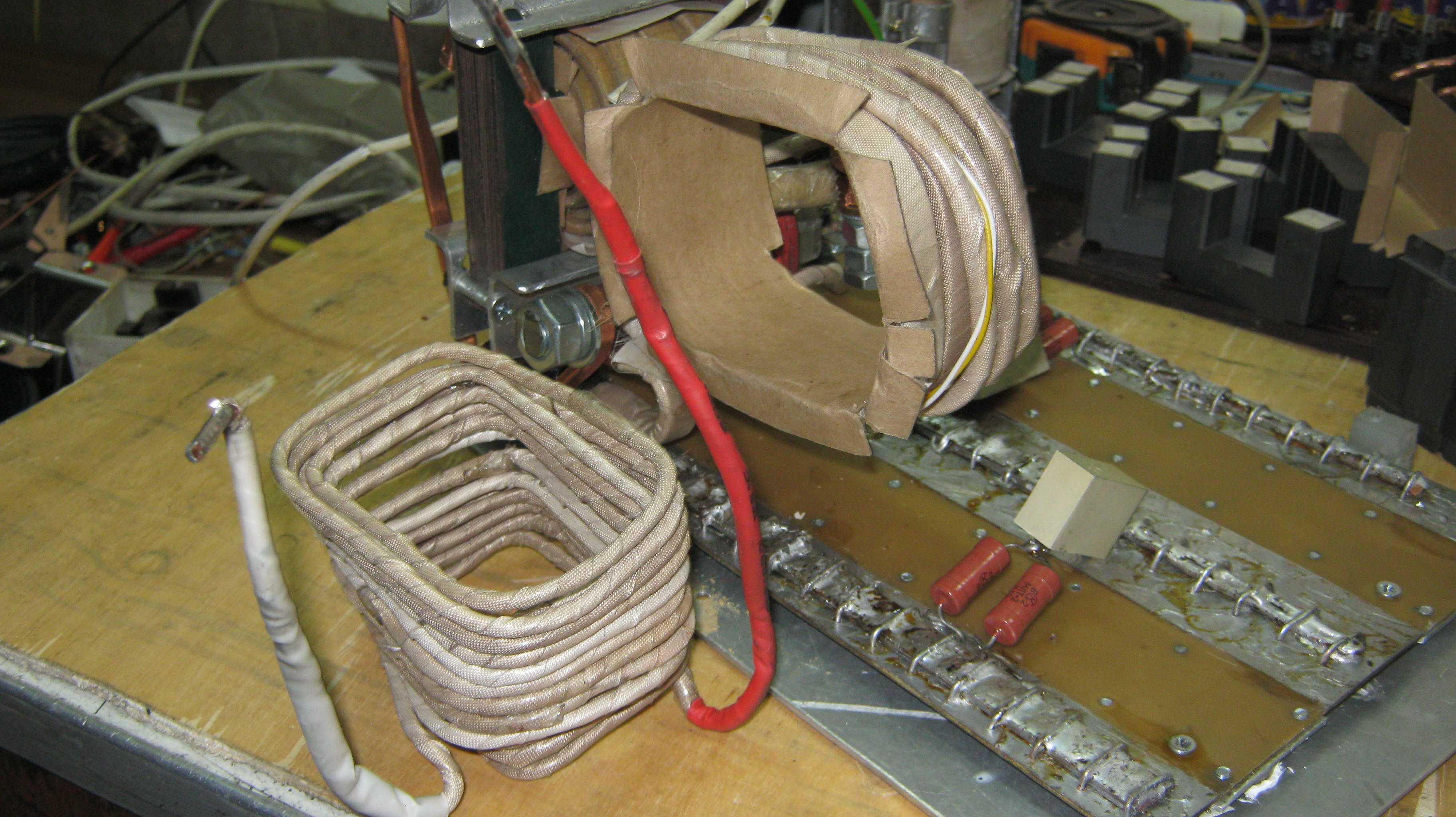


Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
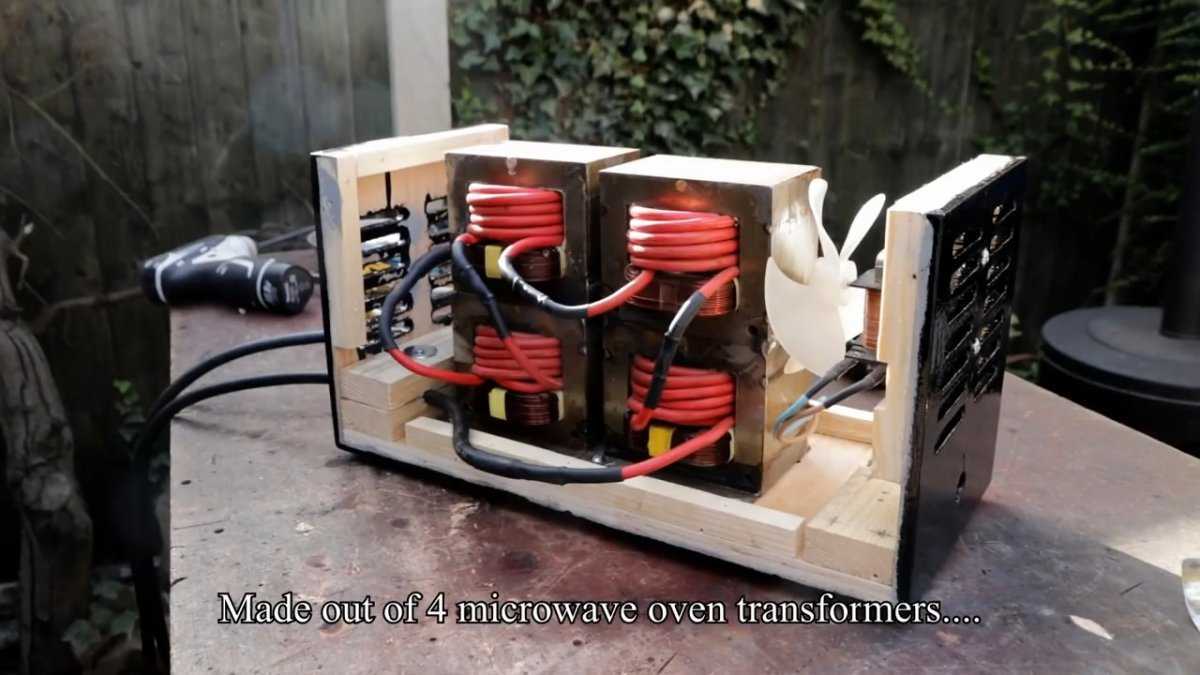
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Дополнительные элементы сварочного аппарата
Следующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей.
Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства.
Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами.
После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.
В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления.
На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Емкость конденсаторов, установленных в инверторе, может быть недостаточной для нормальной работы. Поэтому в случае необходимости они заменяются другими деталями, наиболее подходящими по своим параметрам. Далее выполняется ступенчатая регулировка тока, на точность которой влияют технические характеристики вторичной обмотки. Путем таких регулировок можно создать оборудование, способное работать в различных режимах.
5 Как сделать клещи?
Контактная сварка может быть оснащена клещами, которые монтируют непосредственно в сам корпус устройства, как на видео, либо выносными в виде ножниц. Первые, с точки зрения выполнения качественной, надежной изоляции между их узлами и обеспечения хорошего контакта в цепи от трансформатора до электродов, изготовить и подсоединить гораздо проще, чем выносные.
Однако прижимное усилие, развиваемое такой конструкцией, если не нарастить длину подвижного рычага клещей после электрода, будет равно усилию, создаваемому непосредственно сварщиком. Выносными клещами удобнее пользоваться – можно работать на некотором удалении от аппарата. А усилие, развиваемое ими, будет зависеть от длины ручек. Однако надо будет в месте их подвижного болтового соединения сделать достаточно хорошую изоляцию из текстолитовых втулок и шайб.
Изготавливая клещи, нужно заранее предусмотреть необходимый вылет их электродов – расстояние от корпуса аппарата или места подвижного соединения ручек до электродов. От этого параметра будет зависеть максимально возможное расстояние от кромки листовой детали до места, где выполняется сварка.
Электроды клещей делают из прутков меди либо бериллиевой бронзы. Можно использовать жала мощных паяльников. В любом случае диаметр электродов должен быть не меньше, чем у подводящих к ним ток проводов. Чтобы получать сварочные ядра нужного качества, у контактных площадок (кончиков электродов) размер должен быть как можно меньше.