

Особенности пайки электрических проводов с одной жилой
Перед тем как правильно паять паяльником с канифолью и оловом провода, определяют их толщину, чтобы не ошибиться в мощности электрического инструмента. Потом выполняют операции последовательно. Однако на проводимые действия оказывает влияние тип и электроизоляция проводки. При этом последовательность операций не зависит от толщины проводов. Если они имеют большой диаметр, тогда процесс пайки выполняется точно так же, как и соединение тонкой проводки при помощи паяльника. Единственное отличие – толстые провода может не получиться прогреть до нужной температуры при использовании того же инструмента, что и для проводки с меньшим поперечным сечением. В данной ситуации достаточно будет использовать паяльник помощнее.
В этом видео рассказывается о пайке электропроводных скруток:
Важно!
В правилах эксплуатации электроустановок, а также в ГОСТах сказано, что паять провода из меди запрещено, если из них созданы заземляющие линии. Иначе места соединений могут сильно разогреться, когда произойдет аварийная ситуация. Их нагрев приведет к тому, что припой просто стечет. Чтобы соединить провода заземляющих электролиний, применяют специально разработанные для этого зажимы.
Если необходимо спаять медные одножильные электропровода, у которых отсутствует изоляция, выполняют следующие действия:
Удаляют окислы.
Эту операцию обязательно выполняют, перед тем как правильно паять паяльником с кислотой и оловом или с другим флюсом. Данное действие осуществляют при использовании простого острого ножа, напильника или наждачки. Для этого еще можно использовать кусачки. Через их губки необходимо поворачивая протянуть концы или другие участки соединяемых электропроводов. Такое действие позволяет удалить окислы с их поверхности. При этом кусачки не нужно сильно сжимать. Иначе очищаемый провод будет перекушен.
В данном видео показано, как выполняется пайка многожильных электропроводов:
Наносят флюс.
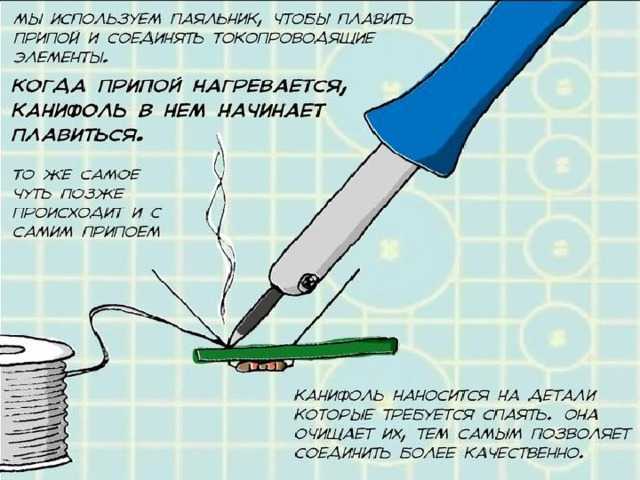
Сначала провода необходимо нагреть. Потом их прижимают, например, к канифоли. Этот расходный материал должен покрыть всю их поверхность. Если в наличии имеется флюс в жидком состоянии, тогда для его нанесения используют кисточку.
Проводят лужение.
Вначале разогретым наконечником паяльника подцепляют небольшое количество припоя. При этом его не нужно брать очень мало. На конце наконечника паяльника высота подцепленного припоя должна составлять примерно 1 мм. Далее, жалом электрического инструмента прикасаются к подготовленному участку электропровода, чтобы его нагреть. После этого при правильно выполненных действиях припой самостоятельно должен растечься по поверхности электрической жилы. При этом не совершают вспомогательных мажущих движений. Электропровод просто нагревают уже горячим наконечником паяльника.
На заметку!
Когда необходимо выполнить лужение на значительном участке провода, тогда жалом с припоем касаются его поверхности в нескольких точках.
Этот видеоматериал будет полезен начинающим мастерам, которые хотят узнать все основные тонкости пайки:
Соединяют электропровода.
Без этого действия не обойтись, перед тем как спаять провода паяльником. Причем их соединяют не торцами, а размещают параллельно впритык друг к другу. При этом длина данного участка должна составлять минимум 15 диаметров спаиваемых проводов. Только соединение такого размера будет прочным. При возможности лучше выполнить скрутку двух проводов.
- Повторно наносят флюс.
- Выполняют пайку.
Эта операция проводится аналогично лужению. Другими словами, подцепляют небольшое количество припоя наконечником паяльника, а потом жалом греют два соединяемых электропровода. Во время процесса обязательно следят, чтобы провода не двигались. Они не должны смещаться до тех пор, пока припой полностью не остынет.
На заметку!
Когда необходимо присоединить электропровод к клемме или какому-нибудь контакту, осуществляют такие же действия, как и при пайке двух одинарных жил. Если невозможно клемму или контакт окунуть в канифоль, тогда используют один из жидких флюсов.
Еще один видеоурок, который поможет узнать, что нужно для паяльника и какой за ним требуется уход:
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.





Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно Напильник. Перед работой затачивают дало паяльника
Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.

Так надо затачивать жало паяльника Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.

Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Преимущества и недостатки пайки электропроводки

Паяное соединение считается одним из лучших по надёжности
Чтобы правильно спаять провода, нужно ознакомиться с достоинствами и недостатками метода. Несмотря на существующие аналоги, этот способ считается самым распространенным и востребованным, особенно в электронике.
Достоинства:
- Надежность. Важный параметр – наличие и величина переходного сопротивления. Чем оно ниже, тем лучше. У пайки этот параметр чрезвычайно мал. По надежности пайка уступает сварке только в одном случае — если работы приходилось выполнять в экстремальных условиях, например, в среде с запредельно высокой или низкой температурой, воздействии агрессивных сред. Если речь идет о квартирной проводке или загородном доме, подобные факторы исключены.
- Соединение не нуждается в обслуживании.
- Универсальность использования. С помощью пайки удается соединять одножильные и многожильные провода с разными площадями сечения, в любых комбинациях. Такая универсальность позволяет решить много нестандартных и трудновыполнимых задач. К тому же использование флюсов обеспечивает надежное соединение медных и алюминиевых жил.
- Низкая стоимость соединения. Для проведения работ понадобится паяльник, припой и флюс. Стоимость мала, а расход экономичный.
- Низкая технологичность. Для проведения работ требуется выполнить много подготовительных мероприятий, отсюда следует высокая трудоемкость.
- Потребность в квалификации исполнителя.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Распространенные ошибки и техника безопасности
Использование электронагревательного прибора связано с определенным риском получения травмы. Чтобы этого избежать, надо соблюдать определенные правила:
- Держать паяльник только за ручку, подальше от нагретых металлических частей.
- Провод и вилка не должны иметь повреждений.
- В процессе надо следить, чтобы жало не касалось изоляции сетевого провода или других проводов. которые могут быть под напряжением.
- Подставка должна быть из негорючего материала.
- Помещение должно быть проветриваемым.
- Очень желательно работать в защитных очках, чтобы дым, брызги металла и флюса не попали в глаза.
Защитные очки помогут избежать проблем
Кроме перечисленного, надо соблюдать и другие разумные и очевидные правила безопасности.
Для наглядности смотрите видео.
Научиться паять несложно. Но этот процесс требует аккуратности, усидчивости, а навыки приобретаются в процессе тренировок.
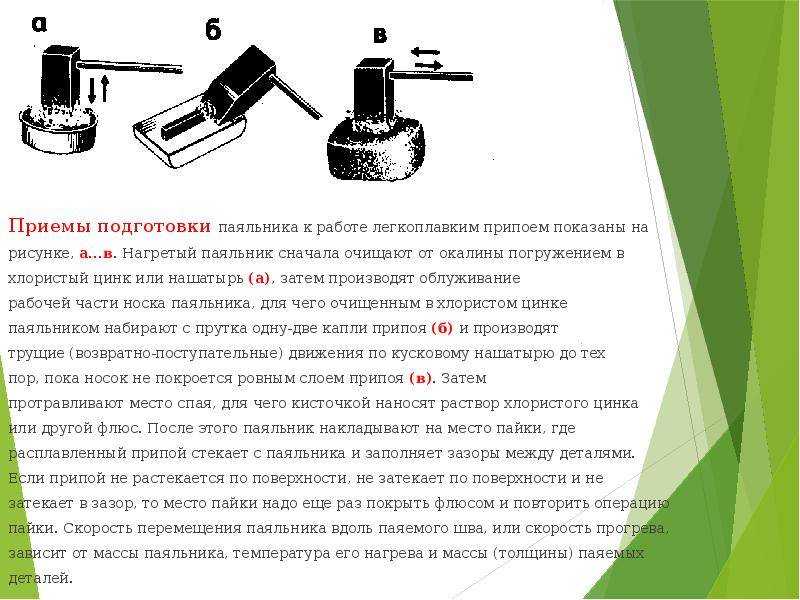
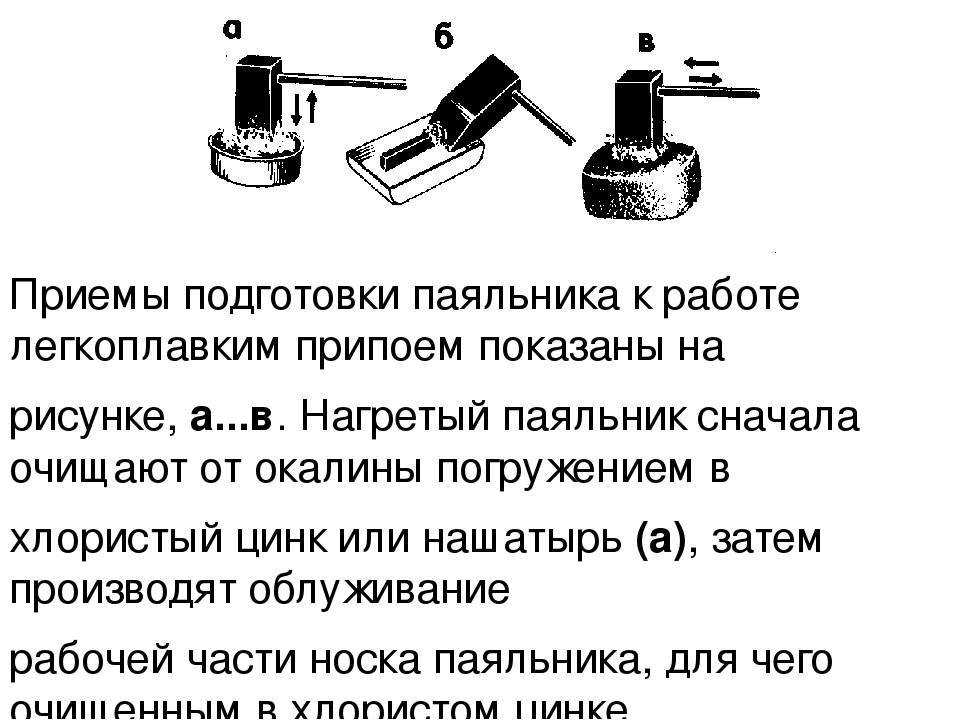
Подготовка паяльника для пайки проводов
Выбор мощности паяльника зависит от сечения проводов. Для тонких одножильных, многожильных медных проводов, дорожек печатных плат подойдёт паяльник с жалом в 3 мм и мощностью 25 Вт. Для сечения проводов от 2 мм и более, нужен паяльник мощностью 60 Вт, а для массивных деталей используют молотковый паяльник мощностью 200 Вт.
Жало паяльника должно быть чистым, без раковин. Чтобы выровнять жало паяльника используют мелкий напильник. После обработки жала его лудят, чтобы медь не окислялась. Также важным элементом при пайке является подставка для паяльника. Если хотите качественно паять мелкие провода, элементы радиоэлектронной платы, нужно иметь регулятор температуры жала паяльника.
Таким регулятором можно точно выставить температуру паяльника для припоев разных марок. Лучшим вариантом регулятора температуры жала паяльника будет устройство с датчиком температуры, который устанавливается на жало паяльника. Установленная температура жала не будет зависеть от изменений сетевого напряжения.
Регулятор температуры для паяльника
Так как при пайке электрическим паяльником образуются ядовитые пары припоя и дым от канифоли, рабочее место нужно оборудовать хорошей вытяжной вентиляции. Освещение рабочего места не должно быть тусклым. Для удобства ремонта электронных плат можно приобрести специальный держатель плат с линзой и подсветкой.
Можно сделать простой регулятор температуры для паяльника своими руками
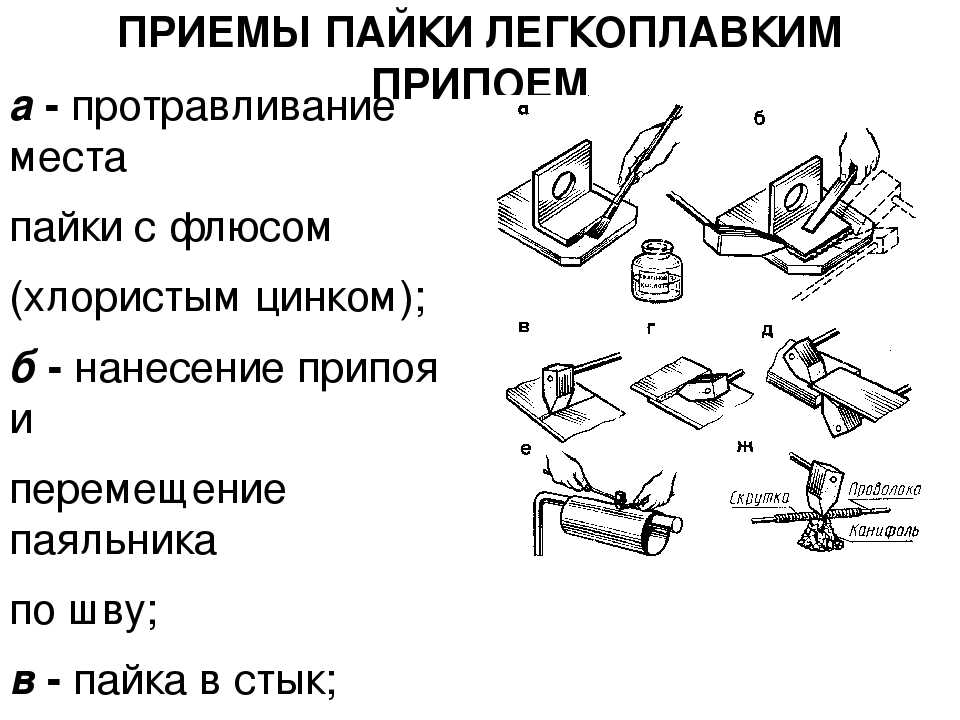
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
Процесс пайки начинается с лужения проводов
Лужение
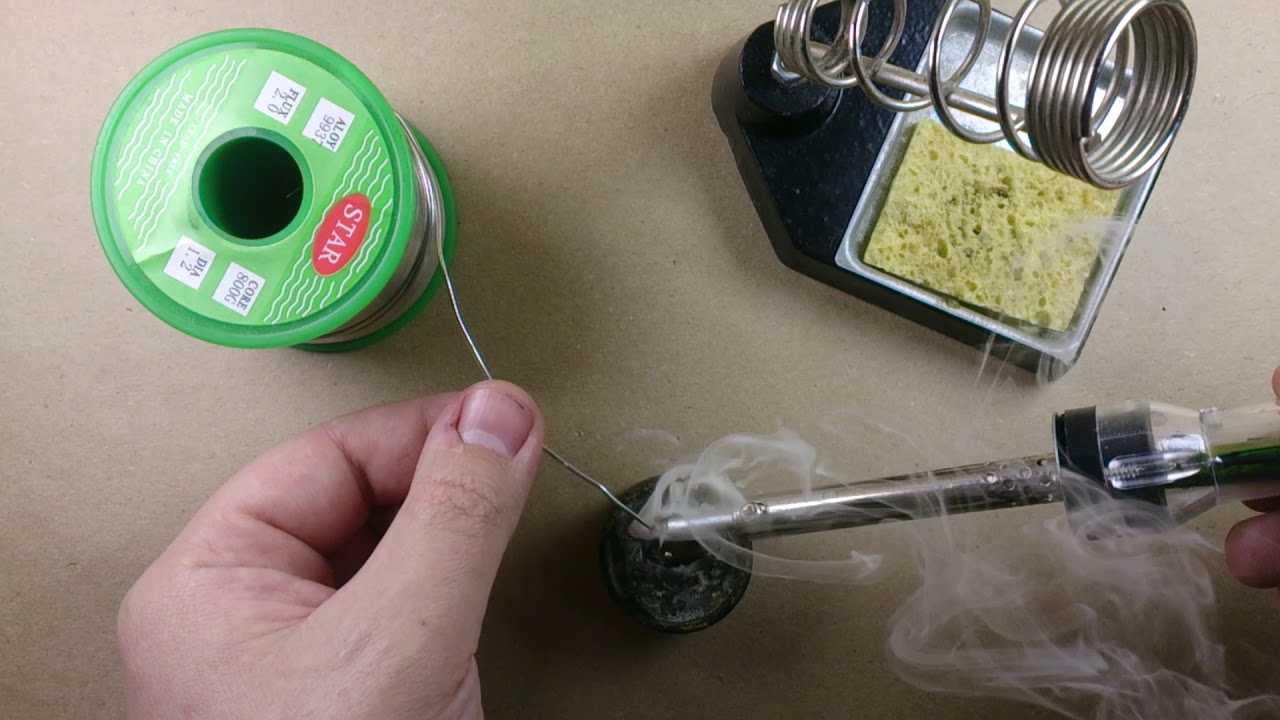
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
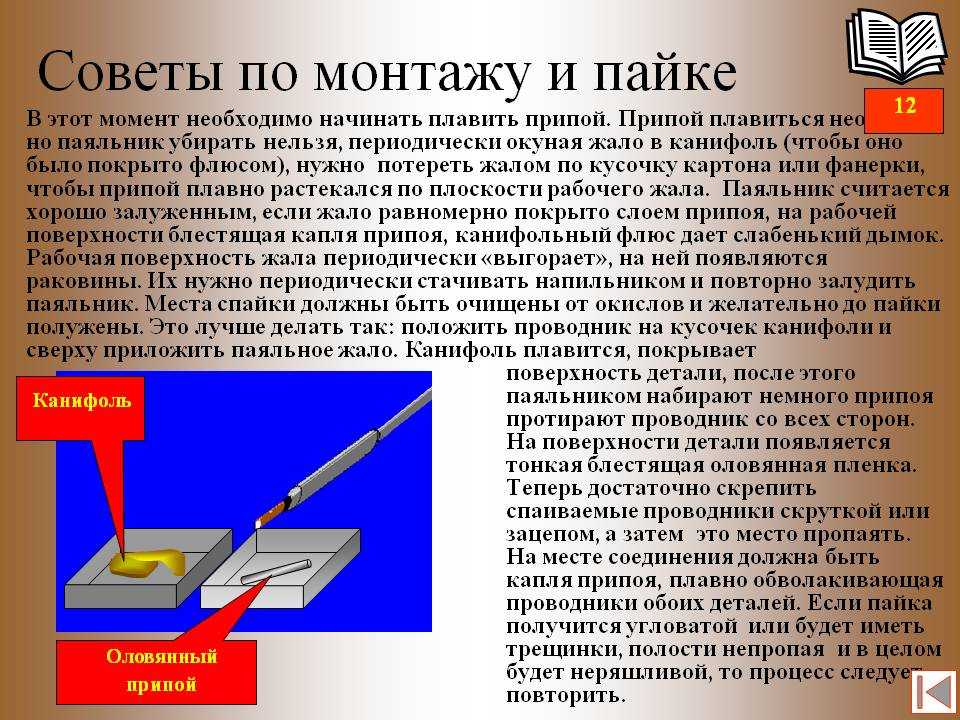
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.
Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
- Для пайки медных и алюминиевых проводов подходит бура, флюс ЛТИ-120.
- Паять медь лучше — ПОС-60, ПОС-50, ПОС-40.
-
Для алюминия — ЦО-12, П-250А, ЦА-15.
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».





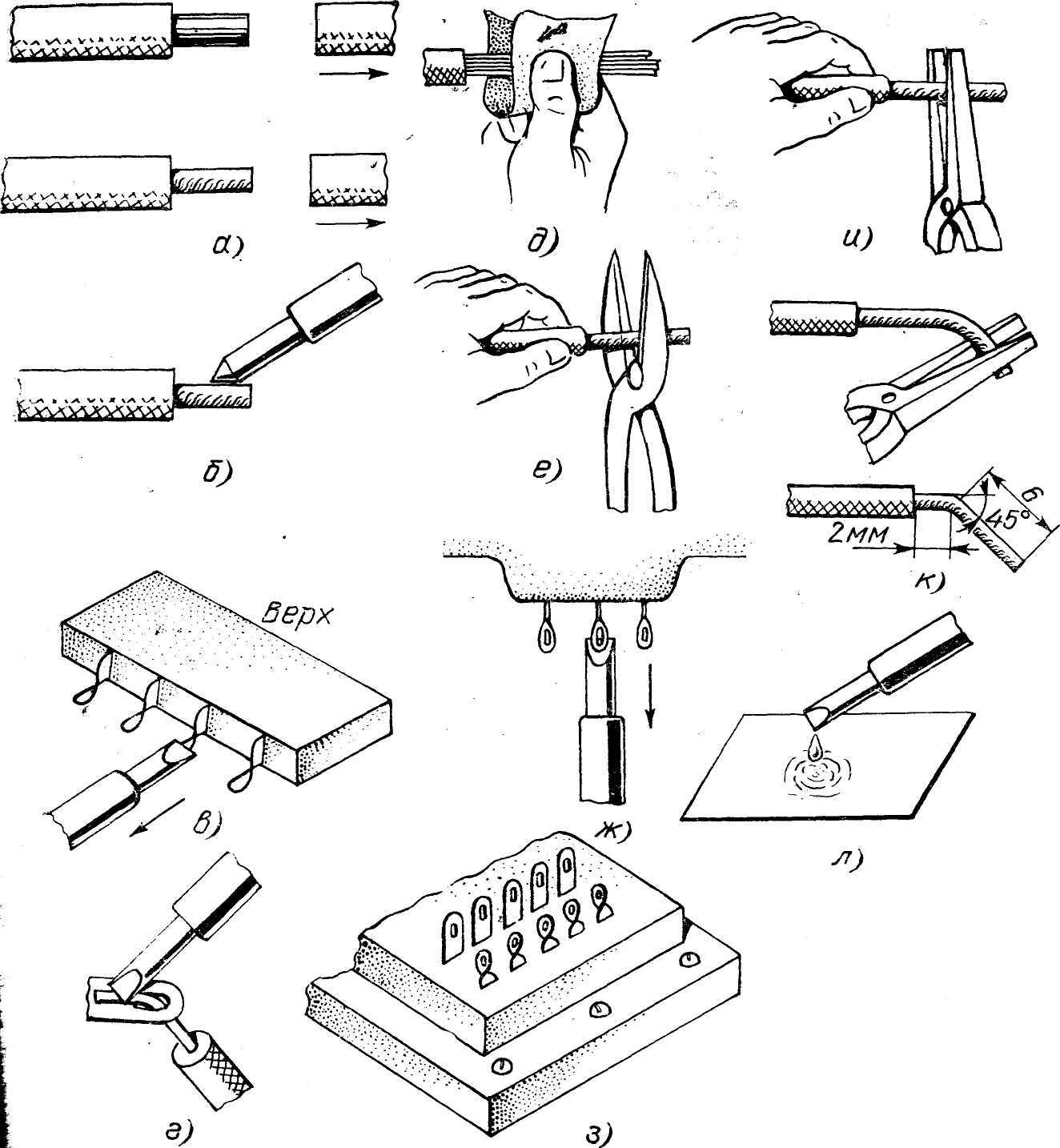
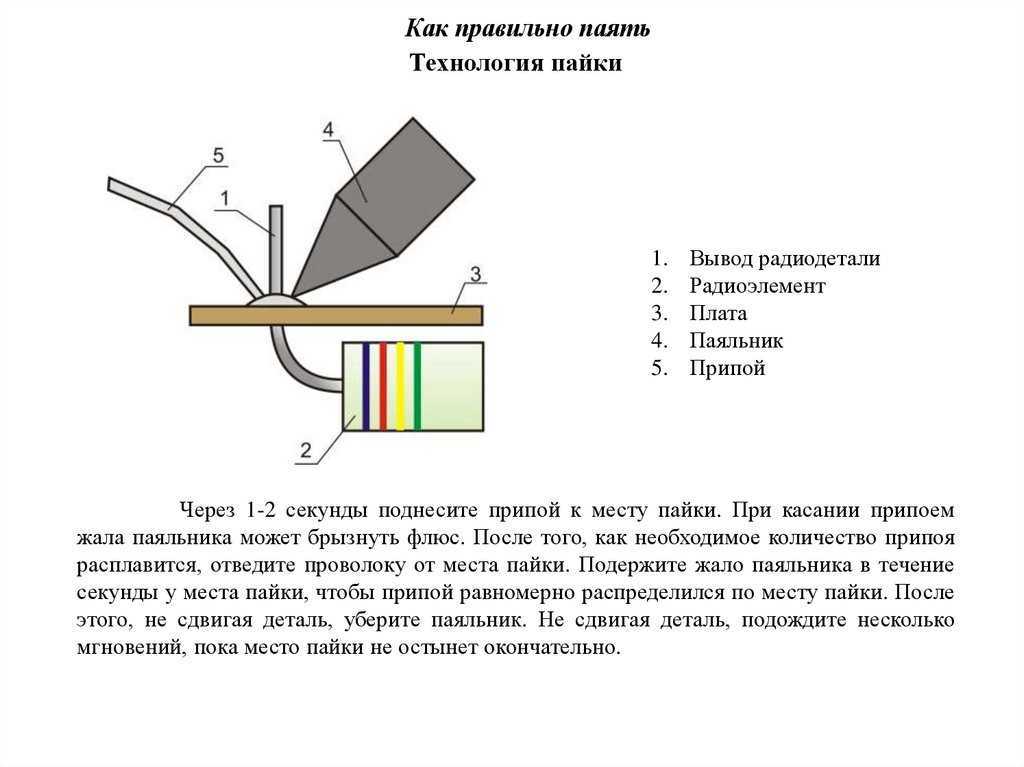
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
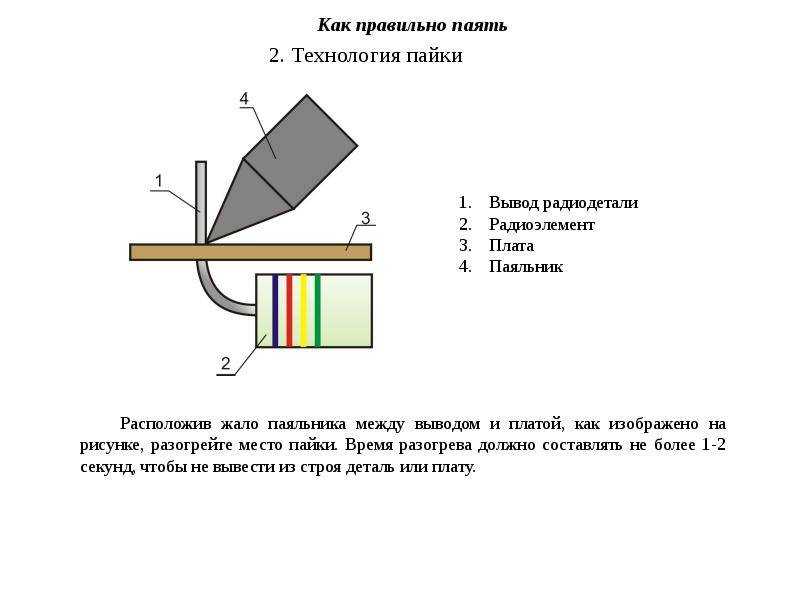
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.
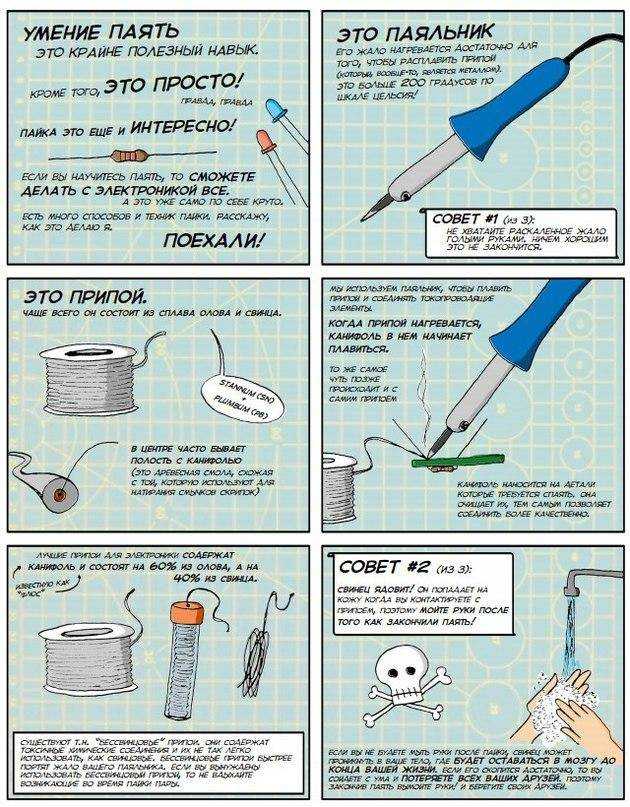
Пайка. Соединение проводов пайкой.
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла. По сравнению со сваркой пайка является более простой и доступной. Она не требует дорогостоящего оборудования, менее пожароопасна, а навыки для выполнения хорошего качества пайки потребуются более скромные, чем при осуществлении сварного соединения. Следует отметить, что поверхность металла на воздухе обычно быстро покрывается оксидной пленкой, поэтому ее перед пайкой требуется зачистить. Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы, повышающие текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
Пайка также является лучшим способом оконцевания медных многопроволочных жил в кольцо — пропаянное кольцо равномерно покрывается припоем. При этом все проволоки должны полностью входить в монолитную часть кольца, а его диаметр должен соответствовать диаметру винтового зажима.
Процесс пайки проводов и жил кабелей заключается в покрытии разогретых концов соединяемых жил расплавленным оловянисто-свинцовым припоем, который обеспечивает после затвердения механическую прочность и высокую электропроводность неразъемного соединения. Пайка должна быть гладкой, без пор, загрязнений, наплывов, острых выпуклостей припоя, инородных вкраплений.
Для пайки медных жил малых сечений используют трубки припоя, заполненные канифолью, или раствор канифоли в спирте, который перед пайкой наносят на место соединения.
Для создания качественного пропаянного контактного соединения жилы проводов (кабелей) необходимо тщательно облудить, а затем скрутить и обжать. От правильной скрутки в значительной степени зависит качество пропаянного контакта.
После пайки контактное соединение защищается несколькими слоями изоляционной ленты или термоусадочной трубкой. Вместо изоляционной ленты пропаянное контактное соединение можно защитить изоляционным колпачком (СИЗ). Перед этим желательно готовое соединение покрыть влагостойким лаком.

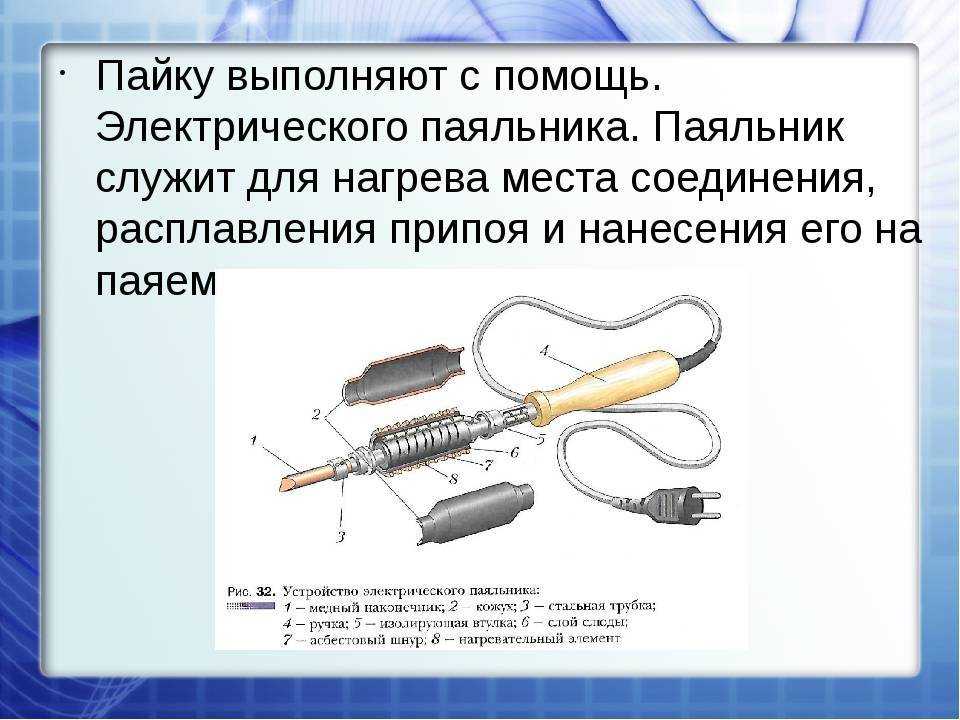
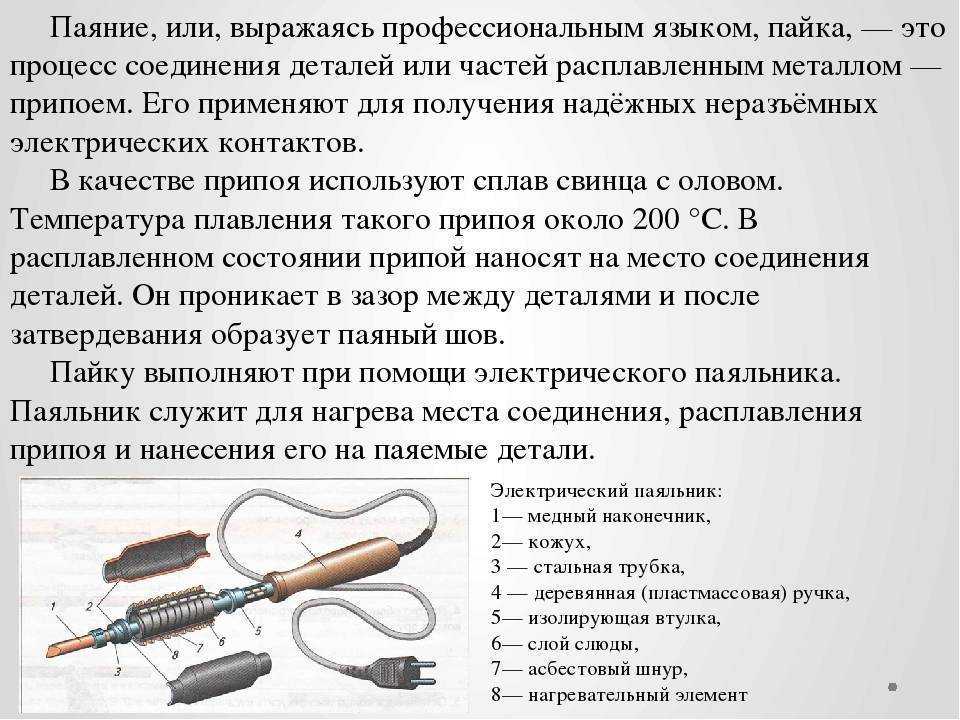
Нагрев деталей и припоя производится специальным инструментом, который называется паяльником. Обязательным условием создания надежного соединения способом пайки является одинаковая температура спаиваемых поверхностей. Большое значение для качества пайки имеет соотношение температуры жала паяльника и температуры плавления. Естественно, что добиться этого можно только при помощи правильно подобранного инструмента.
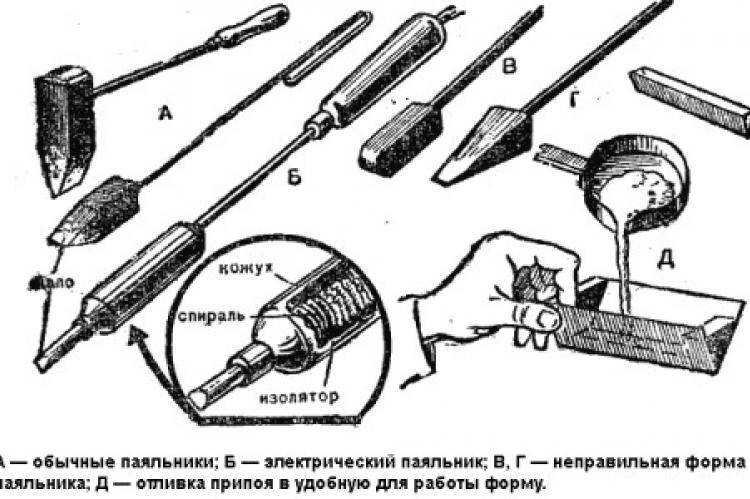
Паяльники различаются по конструкции и мощности. Для выполнения бытовых электромонтажных работ вполне достаточно обычного электрического стержневого паяльника мощностью 20—40 Вт. Желательно, чтобы он был оснащен регулятором температуры (с термодатчиком) или хотя бы регулятором мощности.
Опытные электромонтажники часто используют для пайки оригинальный способ. В рабочем стержне мощного паяльника (не менее 100 Вт) высверливается отверстие диаметром 6—7 мм и глубиной 25—30 мм и заполняется припоем. В разогретом состоянии такой паяльник представляет собой небольшую лудильную ванночку, которая позволяет быстро и качественно пропаять несколько многожильных соединений. Перед пайкой в ванночку бросается небольшое количество канифоли, которая препятствует появлению оксидной пленки на поверхности проводника. Дальнейший процесс пайки заключается в опускании скрученного соединения в такую импровизированную ванночку.
Популярные вопросы
Чем нужно зачищать концы проводов?
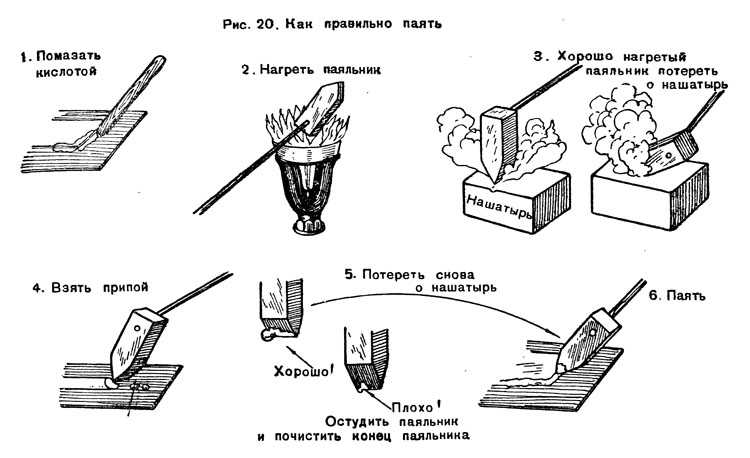
Использовать грубые абразивы для зачистки не рекомендуется. Их частицы застревают в поверхности, удалить полностью не представляется возможным. А при эксплуатации абразивы провоцируют развитие процесса окисления. Качественную зачистку обеспечат: скребок, нож, напильник, надфиль. При работе с токопроводящими проводами рекомендуется предварительно покрыть их активированным флюсом, остатки которого следует удалить по окончании пайки.
Какой мощности выбрать паяльник для бытовых нужд?
Мощность определяет функции инструмента. Если основная часть работ планируется с профилями и толстыми проводниками, то подойдёт устройство до 65 Вт. Пайку проводов диаметром до 0,6 мм осуществляют паяльником до 25 Вт.
Играет ли роль способ скрутки на прочность и функционал соединения?
Каждый способ имеет своё предназначение:
• простые скрутки подходят для одножильных и многожильных проводов, но их предварительно следует очистить от изоляционного слоя;
• бандажные соединения используются при работе с толстыми токоведущими проводами;
Специфика соединения алюминиевых проводов
Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать.
Спаять алюминиевые жилы технически сложнее в силу особенностей металла. Место соединения при этом менее прочно, чем у медных аналогов.
Алюминий мгновенно сильно окисляется, образуя токонепроводящую пленку. Окислы обязательно удаляют, иначе металл не удастся спаять. Для удаления окислов пользуются цинко-вазелиновыми пастами. Для спайки жил нужен алюминиевый припой, а он более тугоплавок, чем олово, поэтому температура нагрева должна быть выше. В расплавленном виде алюминиевый припой более текуч, чем оловянный. Для работы понадобится химически активный флюс Ф-34 или Ф-64, который может справиться с окислами.
Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт. Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.
При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки.
Последовательность выполнения пайки проводов
Технологический процесс спаивания двух металлических тонких проводников состоит из следующих этапов.
1. Зачистка поверхностей проводников, удаление коррозии, других загрязнений. Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
2. Зачищенные концы проводников покрывают флюсом. Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
3. С помощью паяльника расплавляется припой и ровным тонким слоем наносится на концы проводников. Припой должен хорошо соединиться к металлу.

4. Соединить провода временной скруткой или с помощью пинцета. В качестве альтернативы можно использовать тиски.
5. Нанесение флюса на стыковку для предупреждения образования ржавчины под припоем.
6. Расплавить паяльником припой и распределить вещество вокруг состыкованных концов проводников. Если фиксация оказалась слабой, рекомендуется подобрать другой вид припоя.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 %
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.





Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Совет #1. Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте. Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Особенности пайки
В коробке распределения соединения шлейфов должны быть хорошего качества, так как пайка данных элементов электросети выполняется на долгий период.
Вид провода при пайке, сварке, скрутке.
Раньше в большинстве случаев производилась скрутка кабелей в соответствующей коробке для распределения при помощи механического воздействия. Скрутка в качестве метода скрепления шлейфов проводки запрещается ПУЭ, так как после данного скрепления сопротивление будет способствовать нагреву проводов, что является недопустимым.
Пайка – это не самый быстрый и простой метод монтажа шлейфов проводки. Однако у нее есть одно существенное преимущество – надежность соединения.
Температура плавления припоя гораздо ниже такого же показателя шлейфов из меди. Необходимо знать, что тиноль дает возможность распускать внешний слой металла провода из меди. При застывании получится качественная скрутка шлейфов.
После завершения зачистки провода на его основании может образовываться оксидная пленка. Именно в этом и заключается трудность пайки алюминия. Подобная пленка может быть удалена химическим или механическим путем, все будет зависеть от применяемого способа пайки. Чтобы избежать образования пленки, понадобится использовать флюс, который предназначается для пайки необходимого материала. Слой флюса, который наносится на основание проводов, должен быть тонким.
Химический способ удаления пленки заключается в следующем: место, к которому планируется присоединить провод, понадобится зачистить, после чего аккуратно нанести на него несколько капель раствора медного купороса. Далее к этому месту нужно подключить отрицательный полюс источника тока, к положительному полюсу при этом подключается кусок проволоки из меди. Конец проволоки следует опустить в каплю так, чтобы проволока не коснулась места соединения.
Чтобы соединять медные провода, следует использовать припои для пайки из свинца и олова, а также канифоль, которая используется в качестве флюса. Пайка кабелей из алюминия электрической проводки предполагает применение припоев из цинка и алюминия. Для флюса нужны цинковые и литиевые соединения. Рекомендуется использовать и газовые горелки, так как температура плавления будет приблизительно 500° С.
Необходимые инструменты и материалы
Для выполнения пайки потребуется определенный набор инструментов и расходников. Его состав в определенной степени зависит от того, что предстоит паять.
Паяльник
Начать надо с подбора паяльника. В настоящее время применяют только электрические паяльники (а в определенных случаях лучше пользоваться фенами, которые входят в состав паяльной станции). Прибор выбирают в первую очередь по мощности:
- Для пайки мелких деталей (микросхем, маломощных полупроводниковых приборов и небольших пассивных элементов) достаточно паяльника примерно до 25 ватт, и неплохо, если он будет питаться от понижающего блока питания.
- Если предстоит паять более мощные и массивные компоненты, а также провода увеличенного сечения, мощности в 25 ватт может не хватить, здесь пригодится электроприбор 40..60 ватт.
- Для пайки толстых проводов, силовых элементов, толстых шин и элементов металлических корпусов, а также работ вне помещения потребуется паяльник мощностью 80..100 или более ватт.
Если применить прибор недостаточной мощности, он не сможет хорошо прогреть место пайки, соединение получится ненадежным и некрасивым. Если мощность будет излишней, то есть риск перегреть спаиваемые элементы, контактные площадки или дорожки печатной платы (это приведет к их отслаиванию). Кроме того, большим жалом мелкие детали паять просто неудобно.
Электрические паяльники различной мощности
Припой
Практически всегда для пайки применяется припой на основе олова. Чистым оловом паять труднее, качество и долговечность пайки получается хуже, да и получается дороговато. Поэтому стопроцентные оловянные припои применяют только для пайки предметов, контактирующих с пищей. В остальных случаях применяют оловянно-свинцовые сплавы (иногда с дополнительными присадками). Для стандартных целей используют припои с содержанием олова от 30% до 60%.
Флюс
Тем, кто только начал постигать секреты пайки, применение флюса не совсем понятно и иногда кажется не обязательным. На самом деле, это совершенно необходимое вещество. Оно увеличивает адгезию припоя к металлической поверхности (без него металлический расплав не смочит места пайки, не «прилипнет» к ней). Кроме того, флюсы частично растворяют загрязнения, оставшиеся после очистки рабочей поверхности, чем улучшают качество пайки.
Для большинства пользователей, флюс – это жидкая или пастообразная субстанция. На самом деле, флюс – это общее название веществ, применяемых при пайке, поэтому флюсом можно назвать и канифоль, и кислоту, и даже аспирин в таблетках.
Тип флюса зависит от того, что предстоит паять. Для пайки радиоэлементов на печатную плату удобно использовать флюсы в виде жидкостей или паст, хотя можно применить классическую канифоль.
Кислотные флюсы можно применять для работы с черными металлами, плохо поддающимися лужению с помощью канифоли. По окончании процесса, место пайки надо тщательно промыть жидкостью с щелочной реакцией (подойдет мыльный раствор). Промежуточным вариантом может служить обычный аптечный аспирин. С одной стороны, он не разъедает тонкие проводники. С другой – он позволяет облуживать материалы, тяжело поддающиеся пайке, а также лудить тонкие провода в лаковой изоляции без зачистки.
Слесарные инструменты
Кроме того, в процессе пайки может понадобиться мелкие (или даже покрупнее) слесарные инструменты:
- пинцет для фиксации мелких деталей и проводов;
- пассатижи или даже струбцина для фиксации предметов побольше;
- острый предмет (скальпель и т.п.) или абразивная бумага для очистки рабочей зоны от твердых загрязнений;
- круглогубцы для изгибания выводов.
Во время работы могут возникнуть различные ситуации, в которых понадобятся и другие инструменты.