

Плюсы и минусы инверторной сварки
Устройство инверторного сварочного аппарата обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали. Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Применения простого трансформатора сопровождено некоторыми рисками, описанными ниже.
Таблица силы тока для сварки инвертором.
Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.
В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения. Это позволит избежать перегрева трансформатора.
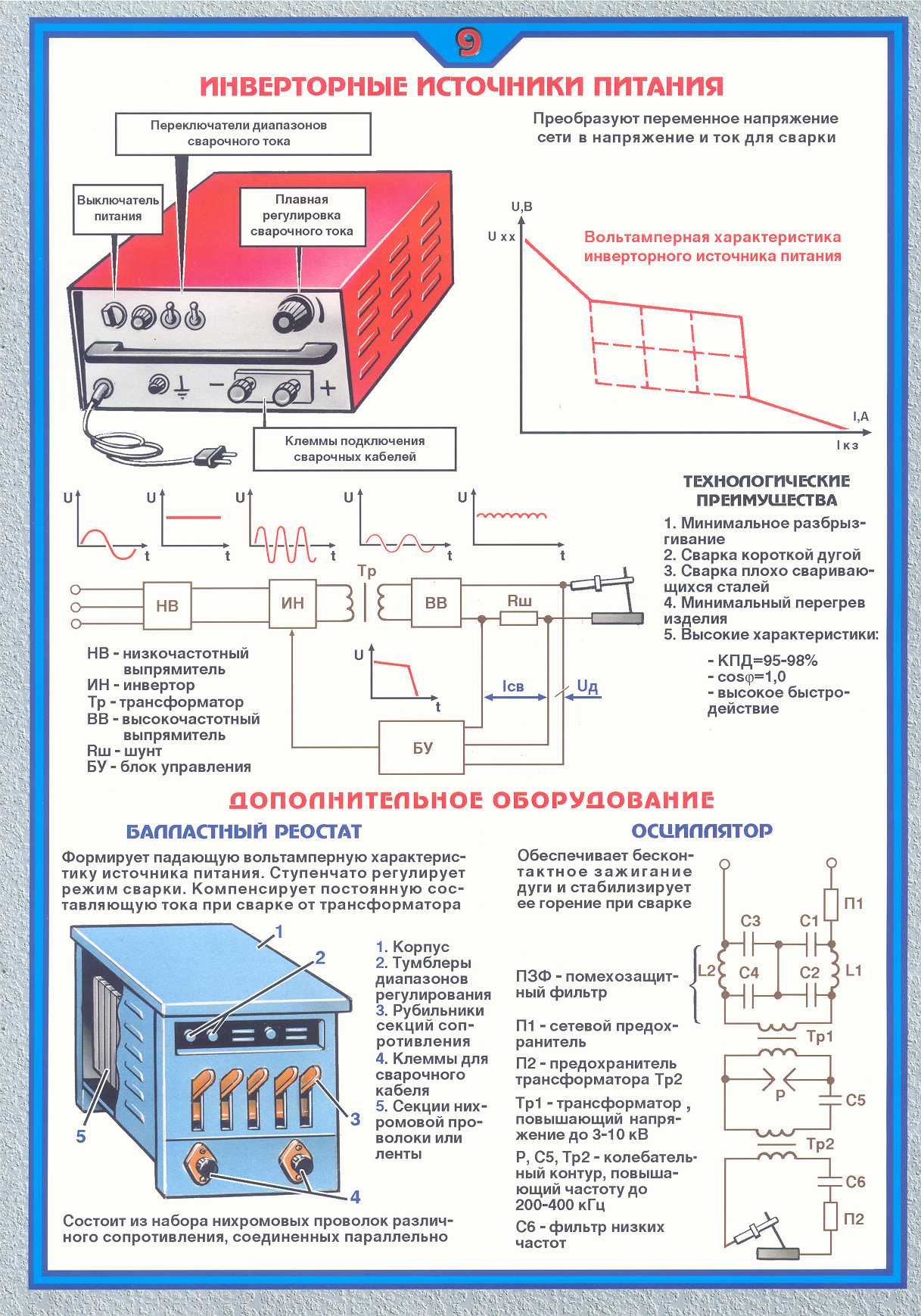
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая мощность, соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.
В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
https://www.youtube.com/watch?v=5RmnsgUOL14
Недостатки
Как показано выше, принцип работы сварочных инверторов обладает множеством положительных моментов. В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?
Параметры сварочных инверторов.
Главной причиной такого положения вещей является высокая стоимость оборудования. Инверторы минимум в два раза дороже. Данный факт относится к ключевым при ответе не поставленный вопрос.
Еще одним недостатком сварочного инвертора является высокий процент выхода устройств из строя. Достаточно лишь загрязниться электронике – и аппарат может сломаться.
В связи с отмеченной проблемой возникает необходимость в постоянной чистке «внутренностей» с применением сжатого воздуха.
Маленькие размеры инструмента также не относятся только к плюсам. Есть и обратная сторона медали. Наличие большого количества электронных систем ограничивает возможность работы с устройством на открытой местности во время дождя или при повышенной влажности.
Плохая погода может попросту поломать прибор, а ряд дешевых устройств и вовсе не будет функционировать при отрицательных температурах. Работа в пыльных условиях также сопряжена с риском поломки.
Со сваркой тоже не все так гладко, как может показаться на первый взгляд. В первую очередь это относится к резке толстого металла. Если напряжение на выходе сварочного аппарата будет нестабильным, что связано с перепадами в сети, характерными для сельской местности, то преобразующий узел выйдет из строя.
Подобные агрегаты сильно востребованы в сельской местности, где постоянно появляются задачи, связанные с соединением тех или иных металлических изделий.
Высокая мобильность позволяет без труда использовать их во дворе, перенося устройство с одного места на другое. Однако отсутствие сервисных центров станет большой проблемой в случае выхода аппарата из строя.
Качество и удобство

Поджигание дуги можно назвать одним из главных преимуществ, поскольку в старых агрегатах невозможно было из-за перепадов напряжения в сети поджечь дугу, электроды сразу залипают. Когда ток добавляется, то происходит обратный процесс — начинается пережигаться металл. Принцип работы инверторов позволяет не зависеть от напряжения в сети. В данных устройствах сварочный ток держится на входе неизменным от напряжения в сети.
Работая обычным сварочным аппаратом можно «пережечь» или «недожечь» металл, отчего шов получится некачественным, он будет ослаблен, из-за чего образуются отверстия. У нового типа агрегатов остается ток неизменным, он устанавливается потенциометром на шкале сварочного тока.
Сварочные инверторы могут поддерживать выбранный ток в заданных пределах, и он будет все это время постоянным
Это позволяет не брать во внимание длину дуги, что только облегчает работу специалисту. Здесь даже новичок сможет овладеть «прихватками», благодаря устройству нового типа
Те, кто уже не первый день работает сварочным инвертором, уже смогли оценить его возможности. Они значительно облегчают поджигание, контролируют дугу, устраняют залипание электродов. Такие агрегаты очень выгодны для применения в частном и профессиональном строительстве.
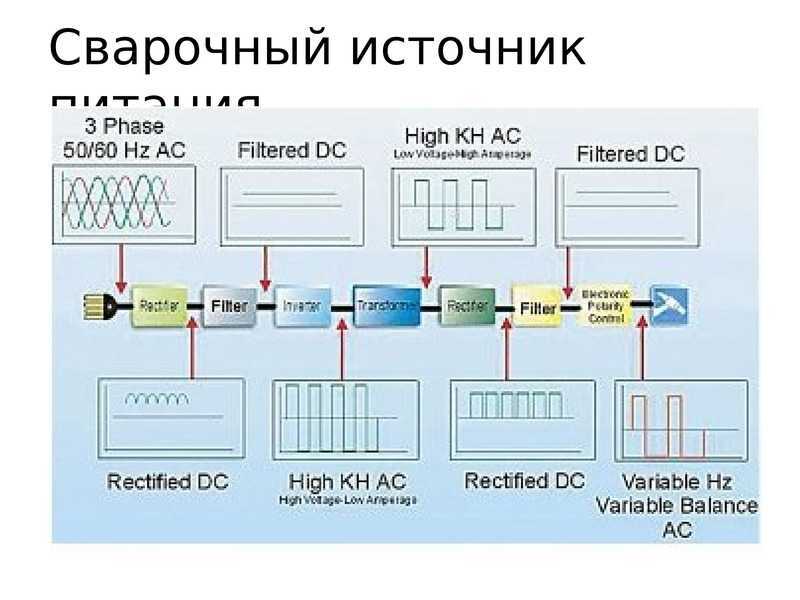
Типы электричества
Большинство преподавателей, которые предоставляют студентам информацию об электричестве, говорят в основном о постоянном токе (DC). Он представляет собой поток электронов, которые следуют друг за другом на определенном расстоянии. Наиболее популярная аналогия от опытных учителей — сравнение потока с муравьями, идущими колонной и несущими на себе обычные сухие листья. Такое представление довольно обобщенное, но основная идея правильная. Схема напоминает сплошную электрическую петлю, приводящую в работу обычный фонарик. Однако в больших бытовых приспособлениях электричество работает по-другому. Розетки, вмонтированные в стену, поставляют приборам источник энергии, основанный на переменном токе (AC). В нем электричество переключается с большой скоростью, составляющей 50−60 раз в секунду, то есть частота таких переключений — 50−60 Гц.
Обычному человеку, который не обладает знаниями в области электроники, не совсем понятно, как такой ток питает приборы, если постоянно меняет направление своего движения. Однако ответ на этот вопрос прост. Например, можно взять обычную настенную лампу, работающую от источника переменного тока. При включении ее в розетку электроны начинают активно двигаться, меняться местами и менять направление движения. Весь процесс происходит очень быстро, поэтому в проводах образуется тепло.
Принцип работы
Действует инвертор по простому принципу, который можно понять, если привести конкретный пример. Обычный аккумулятор работает примитивно и выдает постоянный поток тока, не меняющего своего направления. Если в эту конструкцию добавить переключатель, который на выходе будет менять направление движения электронов, то к прибору будет поступать уже AC. Чтобы сделать его правильным, переключатель должен работать исправно и на протяжении секунды срабатывать не менее 50 раз. В минуту происходит около 3000 изменений в потоке электронов.
Механический инвертор работает несколько иначе и посредством специальных магнитов также быстро изменяет направление тока. Принцип его функционирования напоминает дверной звонок. При нажатии на кнопку человек воздействует на пружину, которая подает сигнал к изменению мощности и потока электроэнергии. При отпускании все возвращается в исходное положение. Устройство также оснащено специальным контроллером, который выполняет и другие функции:



- регулирование напряжения в приспособлении;
- синхронизация частоты переключения;
- обеспечение защиты от перегрузок и поломок.
Полезные дополнительные функции
Самые недорогие инверторы способны только изменять силу тока и показывать индикацию сети и перегрева. Чаще всего автоматика отключает питание при повышении температуры. Но чтобы работать было комфортнее или легче существует несколько дополнительных функций.
Функция Anti Stick
Чтобы получился ровный шов, необходимо выдерживать четкое расстояние между концом электрода и свариваемыми частями в пределах 3-5 мм (зависит от силы тока). Новичкам это удается с трудом (еще не привыкла рука), поэтому у них часто электрод прилипает к поверхности. Функция мгновенно отключает напряжение и возобновляет его как только контакт с изделием разорван.
В противном случае пользователю приходится прилагать физическую силу, чтобы оторвать конец присадочного материала, а это приводит к обсыпанию обмазки.
Функция Hot Start
Практична для сварки ржавых металлов или ответственных соединений. Действие функции заключается в подаче повышенного напряжения (В) при начале сварки, что обеспечивает легкий поджиг и избавляет от необходимости многократно стучать торцом электрода о поверхность. Если это лицевая сторона детали, то так дуга оставит меньше следов, которые потом придется обрабатывать механически.
Функция Arc Force
Оптимальна для новичков, у которых часто прилипает электрод. Аппарат с такой функцией «чувствует» расстояние между контактами и когда дуга вот-вот погаснет добавляет кратковременно силу тока (А), чтобы предотвратить это. Такое действие полезно и при сварке тонких металлов (1.0-1.2 мм), поскольку там изначально устанавливаются малые значения (20-40 А), что провоцирует залипание.
Выбирать инвертор лучше с цифровым дисплеем, поскольку так всегда видно текущее напряжение и силу тока. Нарисованная шкала обычно мелкая и уже с 3-4 метров трудно различима.

Инвертор с электронным дисплеем.
Если аппарат оснащен разъемом для TIG сварки, то пригодится функция затухания дуги, обеспечивающая плавное понижение ампер при отпускании кнопки сварщиком. Это предупредит образование свищей в конце шва и позволит планомерно кристаллизоваться сварочной ванне.
Когда инверторный аппарат с аргоном используют для сварки крупных емкостей из нержавеющей стали или ремонта корпусов двигателей и коробок, то практична функция дистанционной регулировки силы тока. Она выполнена в виде второй кнопки на горелке и позволяет корректировать амперы не приближаясь каждый раз к инвертору.
Как выбрать сварочный аппарат
Нестандартное применение
Сварочный аппарат вполне можно использовать в качестве зарядки автомобильного аккумулятора. Однако необходимо учитывать, что у такого устройства должна быть регулировка понижения ампер и вольт. При наличии такого аппарата нужно переключить его в режим пуско-зарядного устройства. Следует установить 12 вольт на выходе, а амперы установить 1 к 20 мощности аккумуляторной батареи (если мощность 60А — заряжаем 3А).
Заряжать аккумулятор следует в течение порядка 40-60 минут. Этого вполне хватит, чтобы запустить двигатель. Для тщательной зарядки потребуется уменьшение тока в два раза и увеличение времени в 3 раза.
Сварка представляет собой способ соединения и разъединения металлов посредством электротока и основывается на образовании дуги между участком обработки — первый электрод, и подводимой к участку рукоятки — второй электрод, соединенный с соответствующим полюсом электротока. Таким способом выполняется соединение частей, разъединение металлов или разрезание их, сверление и проделывание полостей и отверстий, наплавление слоями.
Дуговая сварка широко применяется, ведь благодаря этой технологии появилась возможность делать неразъемное соединение металлических деталей, а прочность шва при этом такая же, как и у массива материала. Это обстоятельство обусловлено непрерывностью образованных структур и молекулярными сцеплениями между деталями.
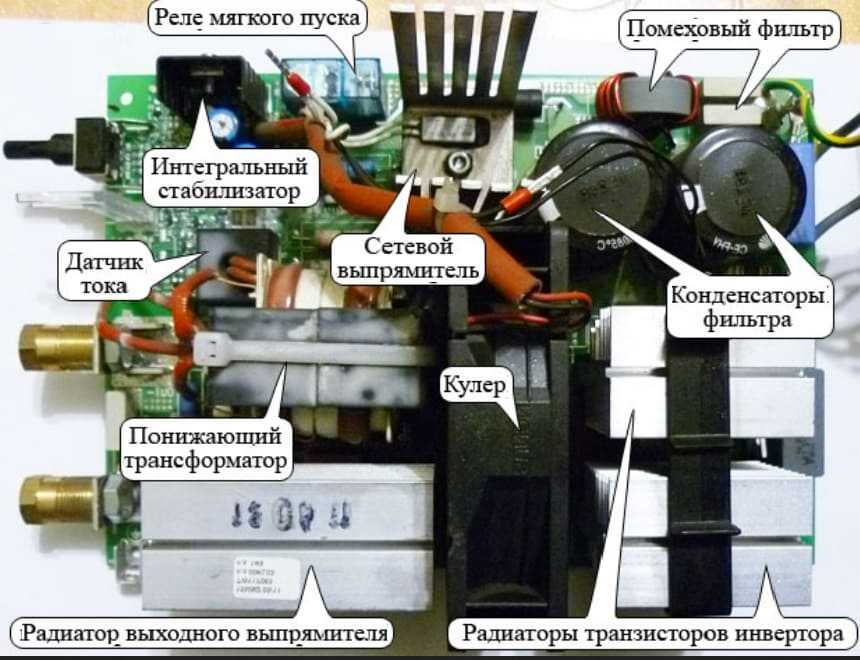
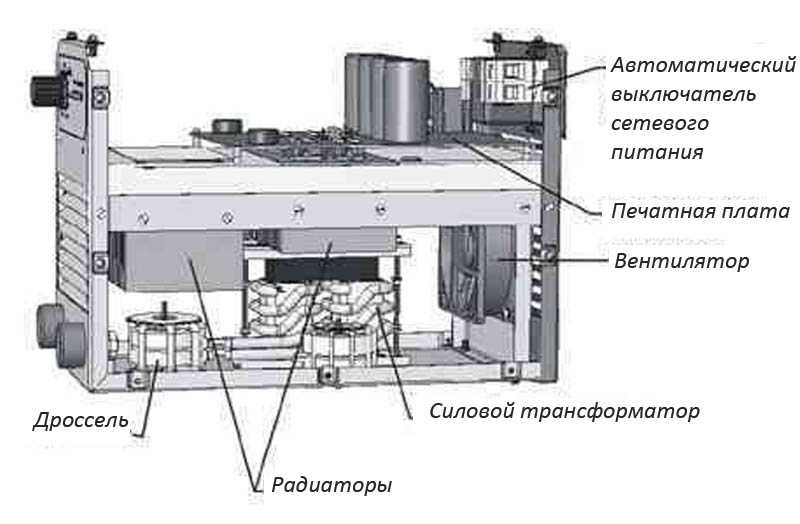
Конструкция инвертора для сварки
С целью понимания, как правильно пользоваться сварочным аппаратом, начинающему мастеру следует ознакомиться с конструкцией инвертора. Сварочный инвертор – это металлическая коробка с внутренним составляющим, общим весом около 7 кг, которая для удобства переноски снабжена ручкой и наплечным ремнём. Корпус сварочного инвертора может содержать в себе вентиляционные отверстия, которые способствуют лучшему оттоку воздуха при охлаждении агрегата. Передняя панель имеет кнопки переключения рабочего состояния, ручки-регуляторы для выбора необходимого напряжения и тока, выходы для подключения рабочих кабелей, а также индикаторы, сигнализирующие о наличии питания и перегреве инвертора при сварке. Кабель для подключения аппарата к электросети обычно подсоединяется в разъём, расположенный с задней стороны инвертора. При контакте электрода во время сварки со свариваемыми металлическими пластинами образуется высокотемпературная дуга, вследствие чего происходит расплавление и элементов сварного стержня, и металла сварного соединения. Ванна, образованная в области дуги расплавленными металлами пластин и электрода, защищается от окисления разжиженной обмазкой электрода. После полного охлаждения металла, верхняя поверхность шва, защищаемая электродной обмазкой в течении проведения сварки, превратится в затвердевший шлак, который достаточно легко устранится легким механическим воздействием (например, постукиванием)
Важно соблюдать одинаковое расстояние-зазор между металлом сварного соединения и электродом (длину дуги), что предупредит её угасание. Для этого, подача электрода в область сплавления должна осуществляться с постоянной скоростью, а ведение сварного стержня по стыку сварного шва должно быть ровным
Дилемма выбора
Для решения вопроса: инвертор или трансформатор что лучше — надо подробно рассмотреть особенности работы каждого агрегата. Много лет именно трансформаторное оборудование считалось идеальным для прочного соединения металлических конструкций и деталей, оно использовалось для резки металла, если мощности газового резака было недостаточно.
Конструкция аналогичного оборудования не отличается сложностью: две обмотки, на одну из которых поступает переменный ток от сети. Агрегаты выпускались с подключением к трехфазной сети, их разделяют на большие и малые, но оба варианта отличаются большой массой. Для исполнителя такое оборудование безопасно, т. к. напряжение на холостом ходу не поднимается выше 48 В.
Трансформаторный аппарат применяется для сварки углеродистых сталей, изделий из чугуна и даже алюминия. Малые агрегаты используют ступенчатое переключение, а в крупных аппаратах регулирование происходит за счет сближения или разведения обмоток на определённое расстояние.
Инверторы — это аппараты с электронной начинкой, с помощью которой переменный ток преобразуется в постоянный и наоборот. Аналогичное
оборудование намного компактнее по габаритам и весу, поэтому использовать можно в любом месте, удобно устроив изящный корпус на плечевом ремне. Такие малые размеры достигнуты за счет применения нанотехнологий. Вот в принципе и всё, чем отличается трансформаторный сварочный аппарат от инвертора.
Важно! Не каждый домашний мастер сможет выделить средства из домашнего бюджета на приобретение инвертора, т. к
аналогичное оборудование окупается только при частом использовании.
Отличия между ними
Для наглядности и решения вопроса, чем инвертор отличается от трансформатора, приведём таблицу основных параметров этих агрегатов.
| Характеристика | Трансформаторный аппарат | Инвертор |
| Параметры напряжения | 220—380 В ±5—10% | 220—380V +15%, -30% |
| Защита | отключение при КРЗ | переход на холостой ход: при КРЗ, перегреве, залипании электрода |
| Параметры тока/регулировка | переменный/грубая | переменный и постоянный/плавная |
| Дополнительные функции | нет в наличии | · регулировка силы тока по параметрам сварки; · легкая активация дуги;
· Сила дуги; · отключение изделия при прилипании электрода. |
| Вес аппарата | внушительный | малый |
| Необходимая квалификация исполнителя | без опыта выполнения работ | высокая |
| Мобильность | низкая | высокая |
| КПД | не более 50% | высокий |
| Цена ремонта | низкая | очень высокая |
| КП (коэффициент прерывистости) | отсутствует | при максимальной силе тока |
| Величина силы тока | нет ограничений | ограничения по КП |
Вывод такой: трансформатором легче пользоваться начинающим сварщикам для приобретения опыта, а затем уже переходить на инвертор.
Ю. И. Алексеев, образование: ПТУ, специальность: сварщик 6 разряда, опыт работы: с 1998 года: «Выбор сварочного оборудования во многом зависит от бюджета организации, но рачительный хозяйственник всегда найдет средства для закупки высокопроизводительного аппарата, чтобы повысить качество работ».
История появления преобразователя
В конце 1800-х годов американский электрик-пионер Томас Эдисон (1847−1931) вышел из своей лаборатории, чтобы продемонстрировать, что постоянный ток (DC) является лучшим способом подачи электроэнергии, чем переменный ток (AC), который был новой системой, поддерживаемой его сербским соперником Николой Тесла (1856−1943). Эдисон пробовал всевозможные хитрые способы убедить людей в том, что AC слишком опасен: от электроочистки слона до поддержки использования переменного тока в электрическом стуле для управления смертной казнью. Несмотря на это, система Tesla выиграла тот день, и мир с тех пор довольно много работает на электросети.
Единственная проблема заключается в том, что, хотя многие из наших приборов предназначены для работы с переменным током, маломощные генераторы часто производят постоянный. Это означает, что если вы хотите запустить что-то вроде гаджета с питанием от переменного тока от аккумуляторной батареи постоянного тока в мобильном доме, вам потребуется устройство, которое преобразует DC в AC-инвертор, как его называют.

Достоинства и недостатки инверторов
Высокая популярность инверторов объясняется целым рядом достоинств, которыми они обладают.
- Инверторы отличаются высокой мощностью и широким диапазоном регулирования сварочного тока.
— Даже при выполнении работ специалистом не слишком высокой квалификации инверторные устройства позволяют получать сварные швы высокого качества, надежности и привлекательного внешнего вида. - Инверторы отличаются компактными размерами и незначительным весом.
— Устройства данного типа имеют высокий КПД и, как следствие, экономно потребляют электрическую энергию. - Расплавленный металл в процессе выполнения сварки инвертором разбрызгивается очень незначительно, что способствует экономии расходных материалов и формированию аккуратных сварных швов.
- Неоспорима универсальность инверторных аппаратов, благодаря чему их можно использовать для выполнения сварки по разным технологиям.
Есть у инверторов и недостатки, к наиболее значимым из которых относятся следующие.
- Инверторы стоят довольно дорого, если сравнивать их с обычными сварочными трансформаторами.
- В случае выхода из строя инверторные устройства очень дороги в обслуживании.
- Инверторы, основу конструкции которых составляют сложные электронные схемы, очень критично реагируют на пыль, повышенную влажность и низкие температуры. Именно поэтому область использования таких устройств достаточно сильно ограничена. Для их безаварийной работы необходимо создавать специальные условия и уделять их техническому обслуживанию достаточно много времени (чистка от пыли и др.).
- В комплекте с инверторными устройствами могут быть использованы провода, длина которых не превышает 2,5 метров. Такие короткие провода также относятся к факторам, серьезно ограничивающим область применения инверторов.
Технические характеристики инверторных устройств
Важнейшей характеристикой любого сварочного аппарата (и инвертор не является исключением) считается сила тока, которую позволяет получить такое оборудование. Данный параметр оказывает влияние на то, какой толщины детали вы сможете варить при помощи инверторного устройства. Нет смысла переплачивать за мощный аппарат, если использовать его вы планируете только для сварки нетолстых деталей из черного металла.

Зависимость сварочного тока и используемых электородов от толщины металла
Важным параметром является не только максимальное значение сварочного тока, но и его минимальное значение. На минимальной силе тока выполняют сварку тонколистового металла. Необходимо также учитывать и то, каким образом регулируется сварочный ток – по ступенчатой или плавной схеме. Регулировка тока по плавной схеме, естественно, является более удобной.
На легкость зажигания сварочной дуги оказывает ключевое влияние такой параметр, как напряжение холостого хода. Чем оно выше, тем легче будет зажигаться дуга.
Тип электрического тока, которым питается инверторное устройство, – еще один параметр, который следует обязательно учитывать. На современном рынке представлены инверторы, которые могут работать от сети электрического тока с напряжением 220 и 380 В. Естественно, что для бытового использования целесообразнее выбирать оборудование, работающее от сети с напряжением 220 В.
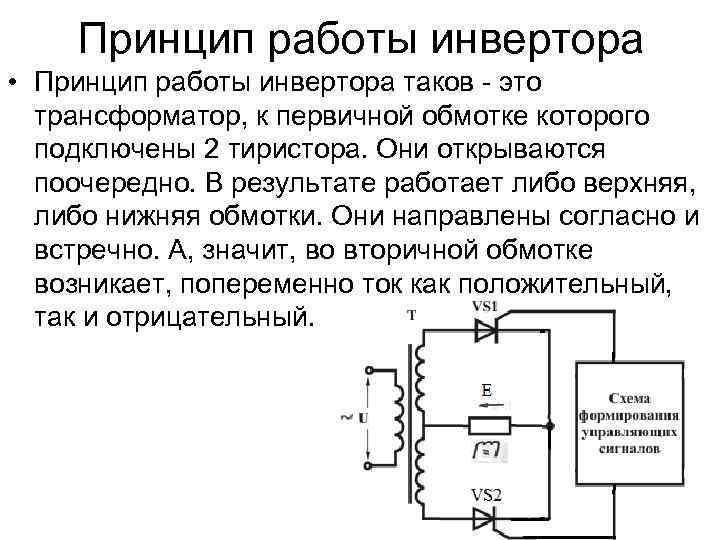
Схема инвертора напряжения
Наиболее распространённая схема инвертора напряжения состоит из четырех IGBT транзисторов VT1…VT4, включенных по схеме моста, и четырех обратных диодов, обозначенных VD1…VD4, параллельно соединенных с управляемыми полупроводниковыми ключами во встречном направлении. Преобразователь питает активно-индуктивную нагрузку. Именно она является самой распространенной, поэтому была взята за основу.
Входные клеммы инвертора подключаются к Uип. Если таким источником служит диодный выпрямитель, то выход его обязательно шунтируется конденсатором C.
В силовой электронике наибольшее применение нашли транзисторы с изолированным затвором IGBT (именно они показаны на схеме) и GTO, IGCT тиристоры. При оперировании меньшими мощностями вне конкуренции полевые транзисторы MOSFET.
В момент времени t1 открываются VT1 и VT4, а VT2 и VT3 – закрыты. Образуется единственный путь для протекания тока через нагрузку: «+» Uип – VT1 – нагрузка RнLн – VT4 – «-» Uип. Таким образом, на интервале времени t1 ‑ t2 создается замкнутая цепь для протекания iн в соответствующем направлении.
Режим работы схемы
Для изменения направления iн снимаются управляющие импульсы с баз VT1 и VT4 и подаются сигналы на открытие второго и третьего VT2,3. В точке t2 на оси времени t, первый и четвертый VT1,4 закрыты, а второй и третий – открыты. Однако, поскольку нагрузка активно-индуктивная, то iн не может мгновенно изменить направление на противоположное. Этому будет препятствовать энергия, запасенная на индуктивности Lн. Поэтому он будет сохранять прежнее направление до тех пор, пока не рассеется все энергия, запасенная на индуктивности в виде магнитного поля, равная Wм = (Lн∙i2)/2.
В связи с этим, на отрезке времени t2 – t3 ток будет протекать через диоды VD2 и VD3, сохраняя прежнее направление на RнLн, но пройдет в обратном направлении через Uипили конденсатор C, если источником энергии является диодный выпрямитель. Поэтому следует обязательно установить конденсатор C, если преобразователь подключен к диодному выпрямителю. Иначе прервется путь протекания iн, в результате чего возникнут сильное перенапряжение, которое может повредить изоляцию потребителя и выведет из строя полупроводниковые приборы.
В момент времени t3 вся запасенная на индуктивности энергия снизится до нуля. Начиная с момента t3 до момента t4 под действием приложенного Uип через открытые полупроводниковые ключи VT2 и VT3 будет протекать iн через LнRн уже в другую сторону.
В точке t4, расположенной на оси времени t, снимается управляющий сигнал с VT1,3, а VT1 и VT4 открываются. Однако iн продолжает протекать в ту же сторону, пока не расходуется энергия, запасенная в индуктивности. Это будет происходить на интервале времени t4 – t5.
Работа схемы
Начиная с момента t5 iн изменить направление и потечет от Uип через LнRн по пути через VT1 и VT4. Далее все процессы, протекающие в электрической цепи, будут повторяться. На LнRн форма напряжения будет прямоугольной, но ток на активно-индуктивной нагрузке будет иметь пилообразную форму за счет наличия индуктивности, которая не позволяет ему мгновенно вырасти и снизиться. Если потребитель имеет чисто активный характер (индуктивность и емкость практически равны нулю), то формы iн и uн будет в виде прямоугольников.
Поскольку VT1…VT4 попарно открывались на всей протяженности соответствующих полупериодов, то на выходе преобразователя формировалось максимально возможное uн, поэтому через LнRн протекал iн максимальной величины. Однако часто требуется обеспечить плавное нарастание мощности на потребителе, например для постепенного увеличения яркости освещения или частоты вращения вала двигателя.
Следует пояснить, что сигналы, поступающие из системы управления СУ, подаются не сразу на базы полупроводниковых ключей, а посредством драйвера. Так как современные СУ построены на безе микроконтроллеров, которые выдают маломощные сигналы, не способные открыть IGBT, то для увеличения мощности открывающего импульса применяется промежуточное звено – драйвер. Кроме того на часто драйвер выполняет множество дополнительных функций – защищает транзистор от короткого замыкания, перегрева и т.п.
Сварка тонкого металла
В частном доме или на даче обычно свариваются тонкие элементы. Выполнять работу нужно аккуратно, так как при недостаточном опыте можно легко прожечь металл. Поэтому лучше перед ответственной сваркой потренироваться на изделиях большей толщины. После этого можно пробовать варить тонкий металл. При этом следует руководствоваться следующими советами.
- При сварке изделий необходимо настраивать минимально рекомендованную силу тока.
- Варить нужно углом вперёд.
- Проводить работу нужно на обратной полярности.
- Чтобы уменьшить деформации деталей при нагреве, рекомендуется закрепить их тисками или струбцинами.
- Если стыкуются элементы длиной более 50 мм, то для начала необходимо выполнить прихватки.
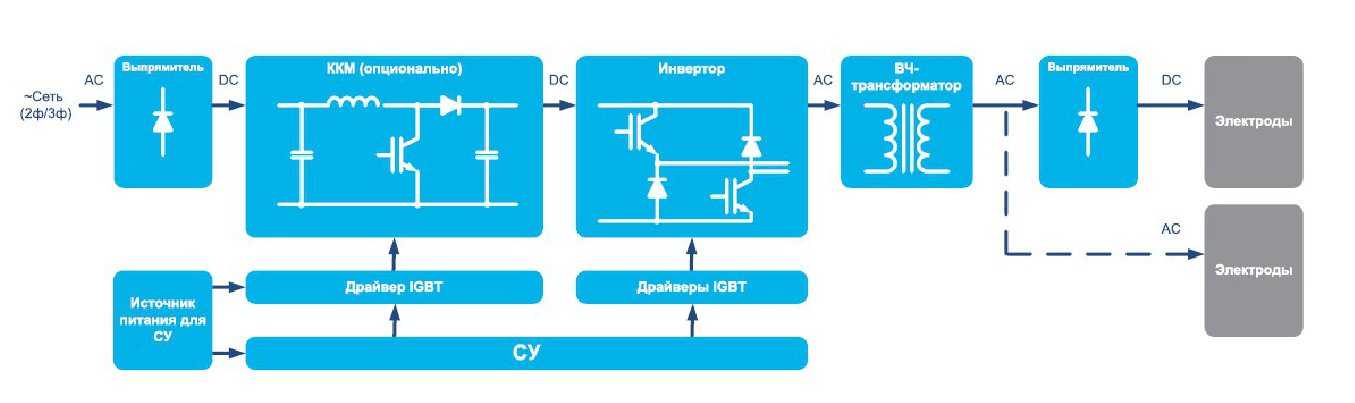
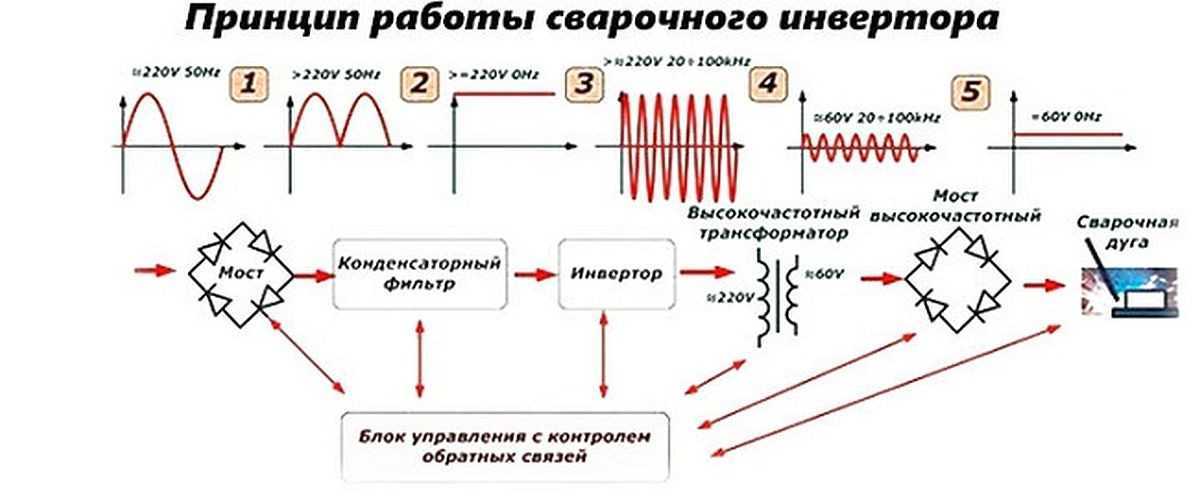
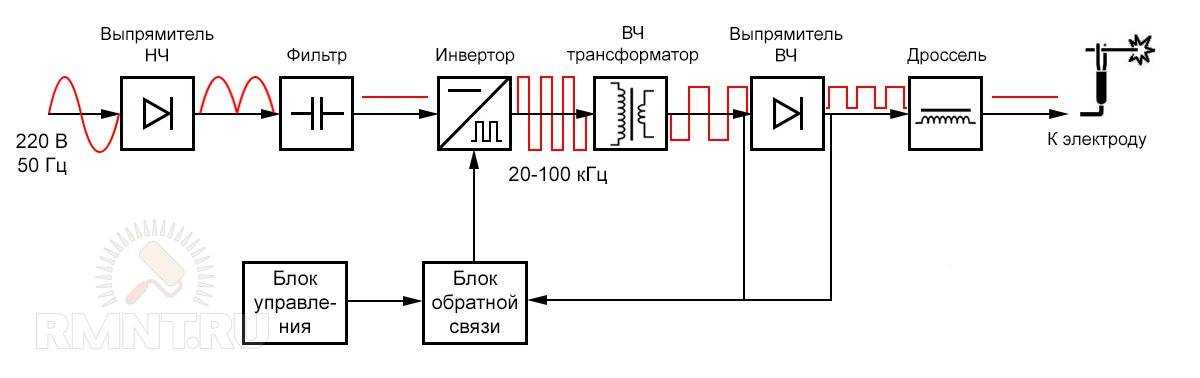
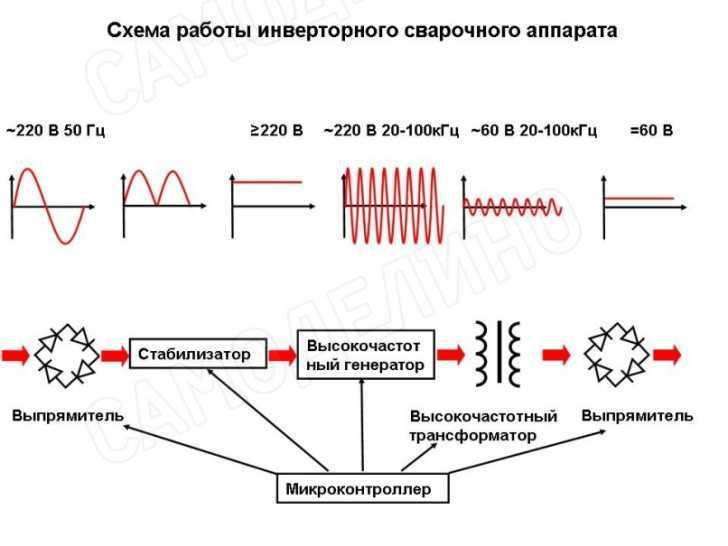
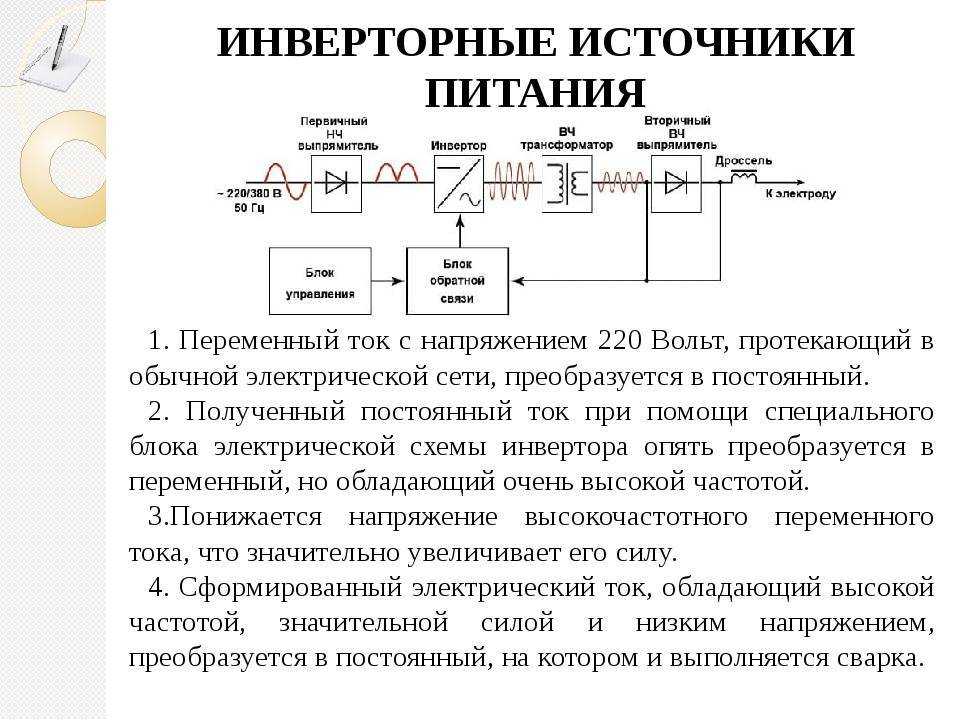
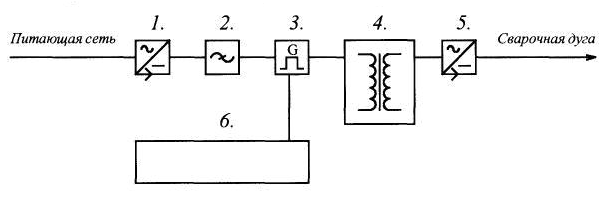
Принцип работы

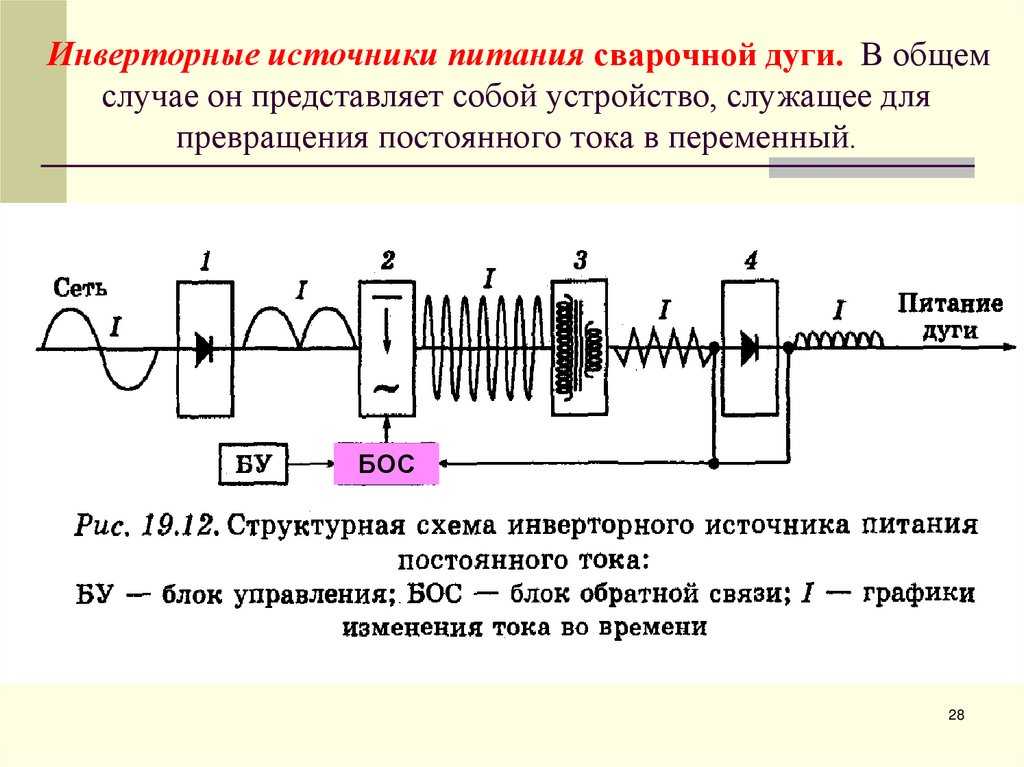
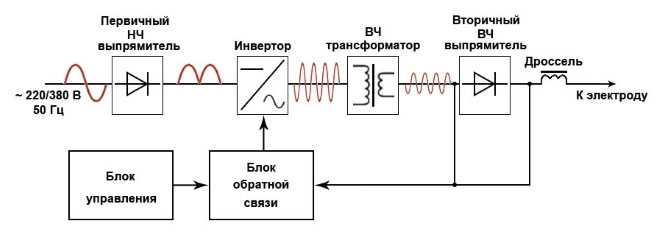
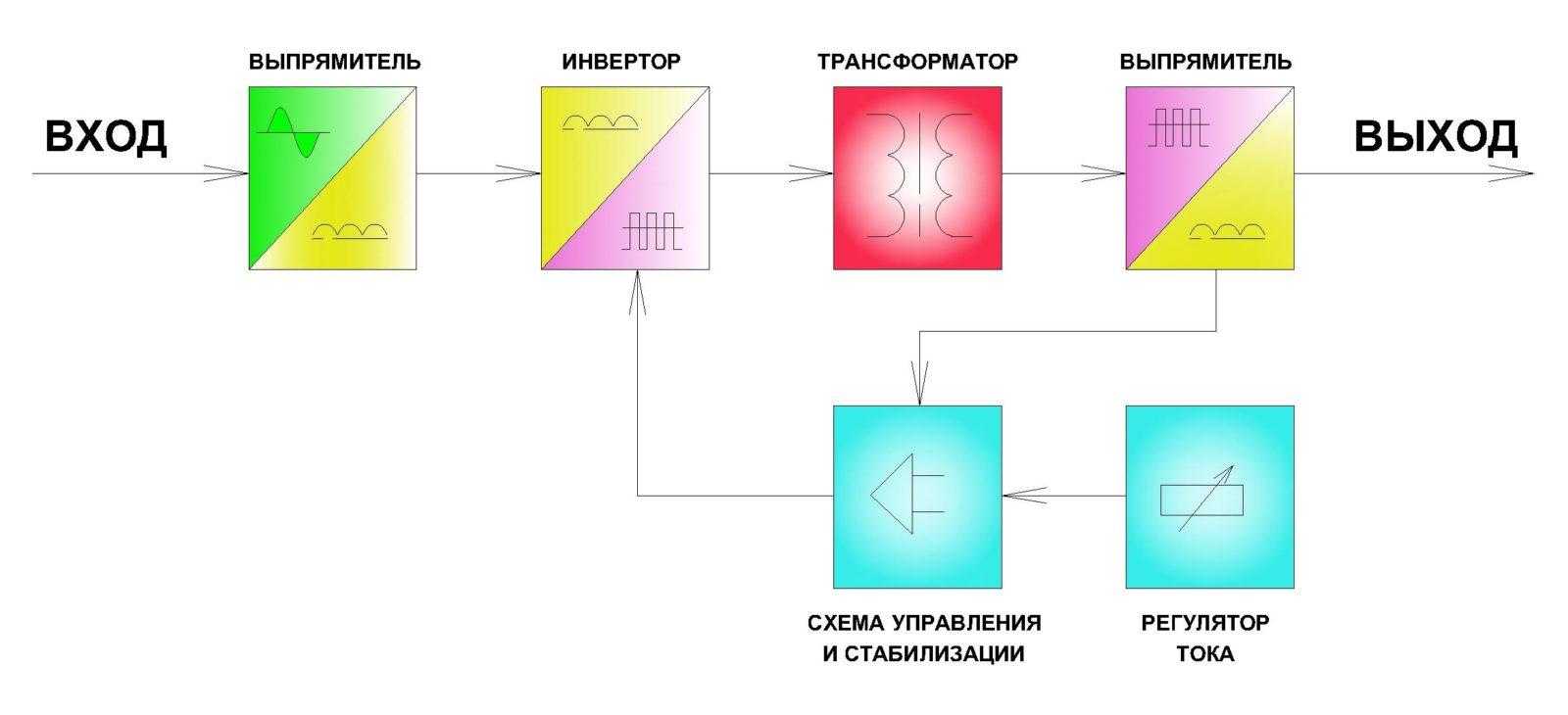
Сварочный инвертор –это преобразователь переменного тока 220 вольт в постояный 70-120 вольтсварочный выпрямитель
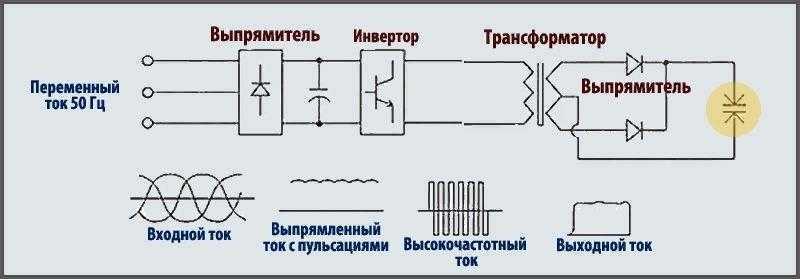
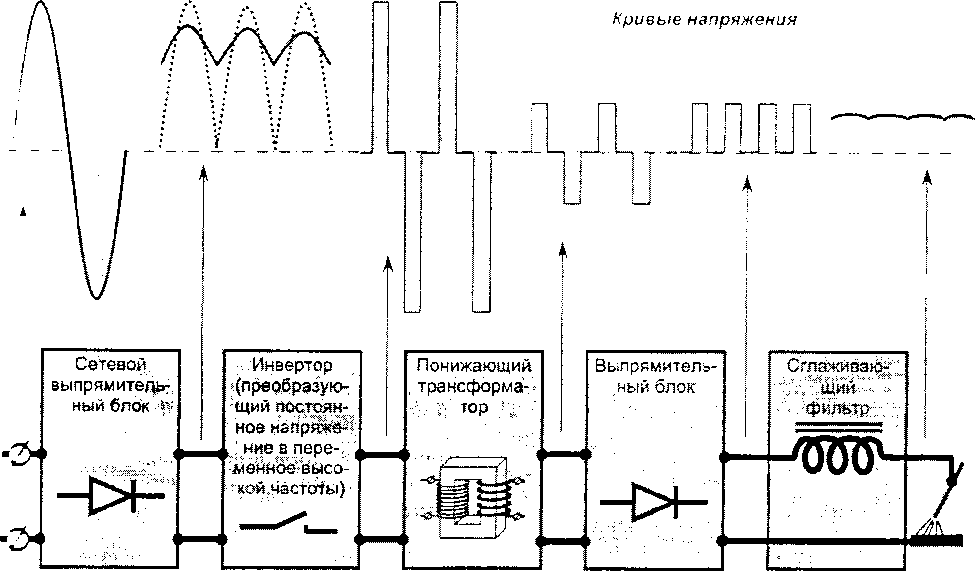
Что же такое инверторная сварка? Сварочный инвертор также выдает на выходе 70-90 вольт, но преобразование проводится следующим образом.
- переменный ток 220вольт 50 герц выпрямляется и подается на вход высокочастотного генератора;
- генератор создает высокочастотный (20-50 килогерц) сигнал;
- он подается на трансформатор, который понижает напряжение до 70-90 вольт;
- ток выпрямляется вторым выпрямителем и постоянный ток подается на электрод и заготовку;
- зажигается электродуга, кромки заготовки оплавляются, плавится и электрод, образуя облако защитных газов и пополняя сварочную ванну;
- после остывания материала шва образуется неразъемное соединения высокой прочности и долговечности.
Теперь становится понятно, что значит инверторный: это преобразователь с двукратной инверсией (от латинского inversio переворачивание, перестановка) напряжения из переменного в постоянное и обратно.
Преобразование тока на высокой частоте позволило во много раз снизить вес и габариты трансформатора. Управление процессом на каждом этапе с помощью электронных схем позволило обеспечить высокую стабильность напряжения на выходе, независимость его от перепадов в питающей электросети (в определенных пределах) и исключило негативное влияние самого инвертора на скачки параметров этой сети. Кроме того, сварочные инверторы обеспечивают высокую стабильность дуги, облегчают ее розжиг и препятствуют «залипанию» электрода.



Устройство сварочного выпрямителяю. Низкочастотный трансформатор орпеделяет громоздкие габариты и большой вес устройства.
Это основные отличия инвертора от сварочных выпрямителей. На базе инверторного источника тока строятся и сварочные полуавтоматы, подающие в рабочую зону сварочную проволоку вместо стержневого электрода.
Если же параметры электросети гуляют существенно ниже, чем 180-190 вольт, то обычный инвертор уже не может компенсировать такое падение напряжения. Зачастую в удаленных районах оно падает и до 150 вольт.
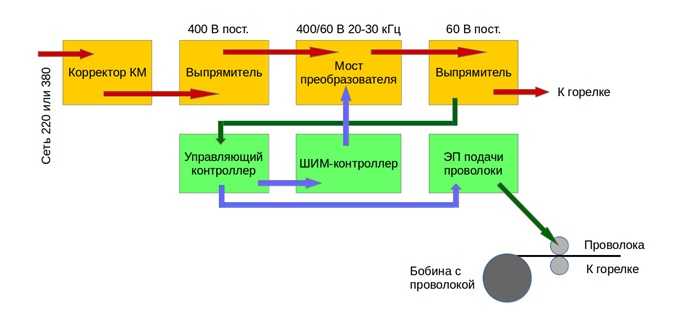
В этом случае на помощь приходят инверторы, способные работать на пониженном напряжении. в их конструкции есть два блока, призванных исправить положение:
- стабилизатор с расширенным диапазоном он поддерживает заданное выходное напряжение, несмотря на колебания на входе;
- корректор коэффициента мощности: электронная схема, адаптирующая работу всего аппарата к изменившимся условиям электропитания.
Эти блоки не совершают чудес и не нарушают закона сохранения энергии. Если на входе будет ниже 135 вольт, работать сварочным аппаратом не удастся.
Кроме того, использовать можно будет только самые тонкие электроды или проволоку.
Корректор будет пытаться сохранить мощность, отдаваемую в дугу, на прежнем уровне.
Весьма полезен такой блок и при работе от бытового генератора или через удлинитель длиной свыше 40 метров, на котором наблюдаются большие потери.
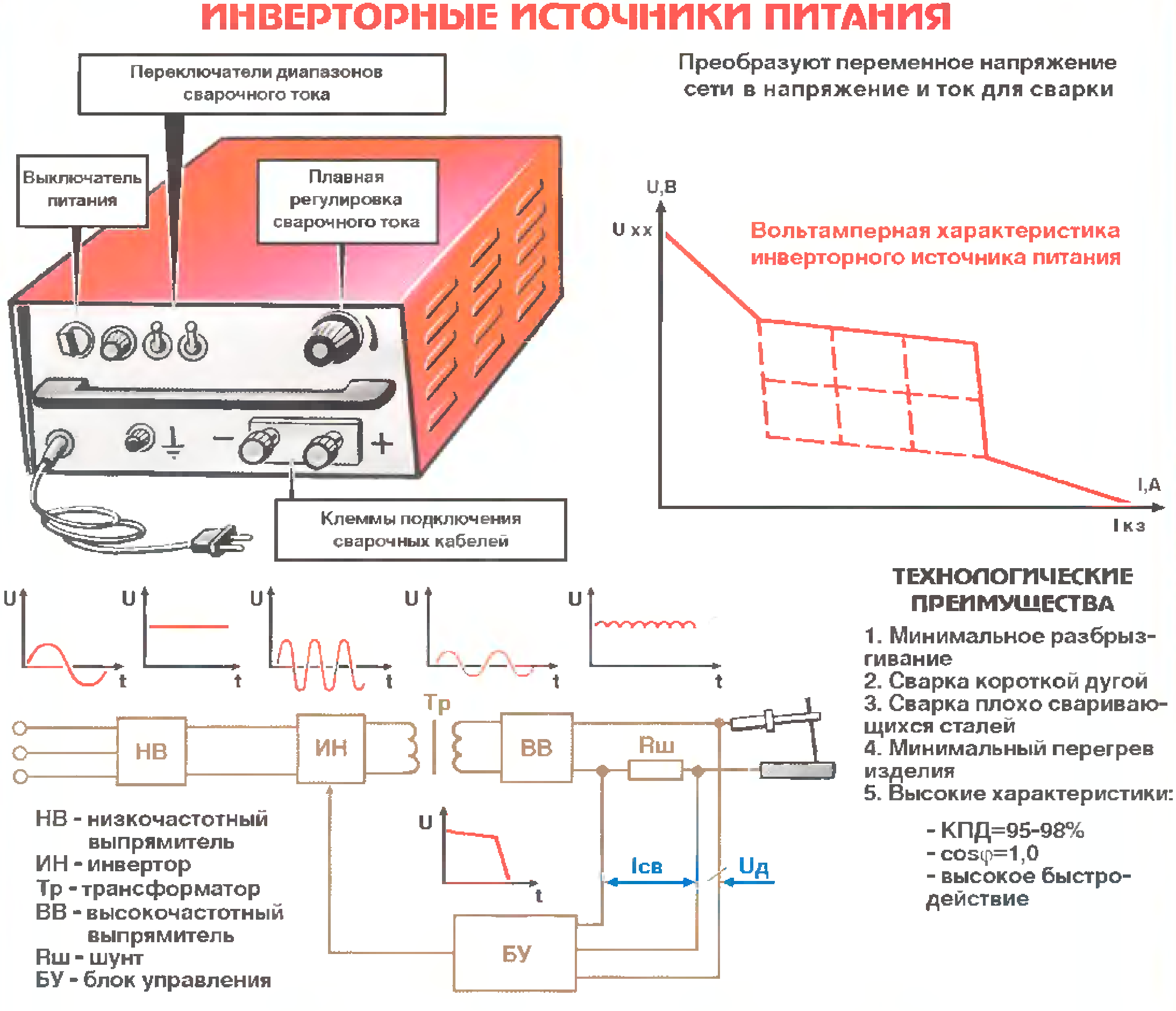
Преимущества инверторного сварочного аппарата
Учитывая принцип работы инверторного сварочного аппарата, он обладает такими преимуществами, как:
Преимущества инверторного сварочного аппарата.
- Меньшая масса и габаритные размеры. При отношении силы выходного тока к массе обычного сварочного аппарата 1-1.5 А/кг, аппарат имеет 4-4.5 А/кг.
- Больший КПД (80-85% при 50-55 % силового трансформатора).
- Высокая электробезопасность, обеспечиваемая большим количеством схем защиты (от электрического перенапряжения, перегрузки или перегрева и т.п.).
- Низкое энергопотребление (меньше в 1,5-3 раза, чем у обычных трансформаторов). Это позволяет пользоваться любой электросетью, даже при напряжении 180 В. Кроме того, такой аппарат создает минимальное количество электромагнитных помех в такую сеть.
- Легкое и плавное управление силой тока.
- Достаточно высокое качество сварных швов. Это достигается за счет легкого поджога электрической дуги с ее устойчивым горением. При этом отмечается малое разбрызгивание сварного металла.
- Возможность применения различных электродов (как на постоянку, так и для переменки).
- Для быстрого зажигания электрода есть возможность Hot start.
Единственной возможной неисправностью инверторного сварочного аппарата является выход из эксплуатации микропроцессора, обычно обуславливаемое нарушением условий их использования или хранения. При пыльных условиях эксплуатации он требует частой продувки и очистки.
К недостаткам можно отнести высокую стоимость такого оборудования, потребность часто очищать от пыли. Кроме того, оно не предназначено к работе при низких температурах (ниже 15 градусов по Цельсию). Еще длина кабелей не должна превышать 2,5 м.
Такие характеристики инверторных аппаратов объясняют их широкое применение:
- в качестве обычного сварочного трансформатора для дуговой сварки с постоянным током (как для MMA, так и для TIG-сварки);
- для аргонодуговой сварки неплавкими электродами;
- для полуавтоматической сварки с использование присадочной проволоки;
- для плазменной резки.
Поэтому использование таких аппаратов принесет вам, кроме прочных неразъемных сварных соединений, еще и удовольствие от работы с ним.